|
|
Технологии механизированной /полуавтоматической и автоматической/ сварки плавящимся электродом в защитных газах разработаны для всех свариваемых материалов.
Разделку кромок для сварки в защитных газах выполняют по ГОСТ 14771– 76. Для сварки металла больших толщин проволоками большого диаметра подготовку кромок могут выполнять по ГОСТ 8713– 70 или техническим условиям, разработанным для сварки в среде защитных газов.
Допускаемые плотности тока в электроде при сварке в защитных газах аналогичных тем, которые применяются при сварке под плюсом. Они были приведены ранее (см. табл. № ). Поэтому выбор диаметра электрода осуществляется по выбранному току к рекомендуемой плотности тока. Сварка плавящимся электродом в основном производится на обратной полярности т.к. на прямой ухудшается провар.
Сварка во всех пространственных положениях может производиться как стационарной дугой, так и импульсной. Однако импульсная дуга предпочтительнее при сварке малых толщин и при сварке в пространственных положениях отличных от нижнего.
Рациональность применения импульсных дуг при малых толщинах объясняется тем, что у импульсных дуг при более низких, чем у стационарных режимных параметрах, развиваются устойчивые процессы переноса, а тепловложения и производительность расплавления у импульсных дуг ниже, чем у стационарных при прочих одинаковых средних параметрах.
Применение импульсной дуги при сварке в пространственных положениях более целесообразно, т.к. импульсная дута по сравнению со стационарной имеет более высокую пространственную устойчивость столба дуги; т.е. ось дуги более жестко отслеживает соостность с электродом Область режимов, рекомендуемых при сварке в защитных газах представлена на рис. 9.

Рис. 9 График вольтамперных характеристик сварочных режимов.
Как видно на рис. 9 область режимов, характеризующая устойчивое горение дуги, ограничена двумя кривыми. За пределами кривых располагаются режимы с неустойчивым горением дугового процесса.
Кроме способов сварки, рассматриваемых ранее (ручных и механизированных) при сварке в защитных газах применяются процессы сварки погруженной дугой и сварки по узким щелевым зазорам. При сварке погруженной дугой (рис. 10) дуга погружается в свариваемую деталь таким образом, что токопроводящий конец неплавящегося электрода располагается ниже поверхности детали. При сварке по щелевому зазору (рис. 11) глубина щели составляет толщину свариваемых деталей.
Сварка в среде активных защитных газов плавящимся электродом сопровождается выделением в окружающую среду токсичных сварочных аэрозолей. Самой экологичной является сварка неплавящимся электродом /вольфрамом/ в струе инертного газа – аргона, гелия. При этой сварке аэрозолей выделяется в пределах ПДК, но в окружающем воздухе под воздействием радиационного излучения образуется азон в количествах превышающих 4 ПДК . Азон не стоек и распадается в течение 40 – 60 мин. Для удаления токсичных аэрозолей разработаны горелки, оборудованные пылегазоприёмниками, расположенные снаружи газозащитного сопла коаксиально последнему. Применение этих горелок в 2 – 3 раза снижает концентрацию токсичных аэрозолей в зоне дыхания сварщика. На рис. 8 представлены фотографии процесса полуавтоматической сварки в CO2. Видно, что когда пылегазоприёмник не работает, образующиеся при сварке аэрозоли распространяются по свариваемой поверхности в виде светящегося факела (см. рис. 8а). Когда пылегазоприёмник работает, факел аэрозолей затягивается в него (см. рис. 8б).
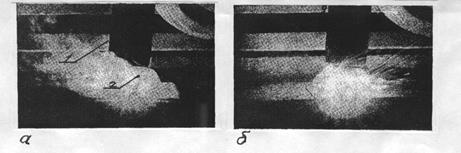
Рис. 8 Факел аэрозолей при газоэлектрической сварке: а- без вытяжного устройства, б- при работе вытяжного устройства, 1- горелка с пылегазоприёмником, 2- факел аэрозолей