|
|
Технология выполнения стыков балок и стержней. Изготовление конструктивных элементов из заготовок балочного типа.
Балки — это конструктивные элементы, работающие в основном на поперечный изгиб.
При монтаже конструкций возникает необходимость стыковки балок. Типы стыков балок двутаврового сечения показаны на рис. а —в.
 При монтаже обычно используют совмещенный стык (рис. а), выполняя его ручной сваркой или полуавтоматом в среде С02.
При монтаже обычно используют совмещенный стык (рис. а), выполняя его ручной сваркой или полуавтоматом в среде С02.
Раздвинутый стык (рис. б) применяют как технологический.
Когда вначале сваривают стык стенки, то в стыках поясов возникает высокий уровень остаточных напряжений растяжения, что может снизить усталостную прочность при работе на изгиб. Для облегчения условий сварки стыка участки поясных швов балки длиной L (рис. а) иногда не доваривают, а выполняют их после сварки стыковых швов.
Так как поперечная усадка свариваемого будет восприниматься элементом длиной L, то значение остаточных напряжений окажется меньше, чем при жестком закреплении. Однако в элементах, свариваемых в первую очередь, появление свободного участка L, может вызвать коробление из-за потери устойчивости под напряжением сжатия.
Стык, показанный на рис. в, применяется редко, когда требуется исключить ручную сварку.
Вставки вертикальной стенки и верхнего пояса позволяют выполнять швы автоматами, причем пояса сваривают многопроходной сваркой, а стыки стенки — однопроходной. Цифрами 1... 6 (рис. в) показана последовательность выполнения швов.
При изготовлении конструкции, работающих под статической нагрузкой, часто применяют соединения с накладками, приваренными к соединяемым элементам угловыми швами. Такое соединение технологически проще, хотя требует дополнительного расхода металла. Для конструкций, работающих под вибрационной нагрузкой, соединения с накладками неприменимы.
Изготовление конструктивных элементов из заготовок балочного типа
 Подкрановые балки обычно выполняют в виде сварного двутавра с ребрами жесткости (рис. а — в). Условия их работы определяют требования к конструктивному оформлению и технологии выполнения сварных соединений.
Подкрановые балки обычно выполняют в виде сварного двутавра с ребрами жесткости (рис. а — в). Условия их работы определяют требования к конструктивному оформлению и технологии выполнения сварных соединений.
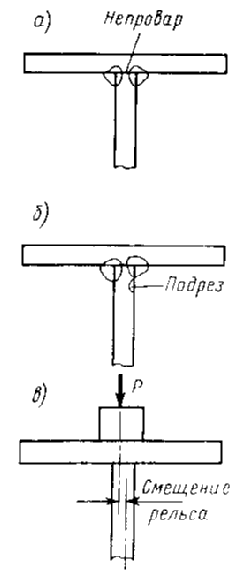 При нагружений сварного двутавра только продольным изгибающим моментом такие концентраторы, как подрез стенки или непровар корня поясного шва (рис. а, б), не представляют особой опасности, так как располагаются параллельно нормальным и касательным напряжениям.
При нагружений сварного двутавра только продольным изгибающим моментом такие концентраторы, как подрез стенки или непровар корня поясного шва (рис. а, б), не представляют особой опасности, так как располагаются параллельно нормальным и касательным напряжениям.
Однако сечения подкрановой балки дополнительно испытывают периодическое нагружение сосредоточенной силой Р от колеса крана, передаваемое с рельса на верхний пояс и через поясные швы на стенку балки (рис. в). Кроме того, при нарушениях симметрии рельса относительно оси симметрии балки возникает
дополнительный момент в поперечном направлении, воспринимаемый поясными швами и стенкой. В этом случае непровар корня поясного шва или подрез стенки (рис. , а, б) оказываются расположенными поперек силового потока и поэтому могут служить причиной возникновения усталостных трещин. Отсюда следует, что тавровое соединение верхнего пояса со стенкой в подкрановых балках нужно выполнять с полным проплавлением стенки и сварку поясных швов производить в положении «в лодочку» для предотвращения подрезов.