|
|
Производство конструкций оболочкового типа. Емкости и сооружения.
Конструкции оболочкового типа собирают из листовых заготовок и сваривают герметичными швами. В зависимости от габаритных размеров, конструктивного оформления и характерных особенностей изготовления и эксплуатации оболочковые конструкции разделяют: негабаритные емкости и сооружения; сосуды, работающие под давлением; трубы и трубопроводы.
Емкости и сооружения имеют размеры, намного превышающие габарит подвижного железнодорожного состава. Такие изделия изготавливают на заводе по частям и отправляют на место монтажа отдельными секциями.
 Вертикальные цилиндрические резервуары (рис. 1,а) чаще всего используют для хранения нефтепродуктов. Высота резервуара обычно не превышает 12-18 м. В настоящее время сооружают такие резервуары вместимостью до 50 000 м3, за рубежом – до 200 000 м3. В географических зонах, где отсутствует снеговая нагрузка, сооружают резервуары с плавающей крышей.
Вертикальные цилиндрические резервуары (рис. 1,а) чаще всего используют для хранения нефтепродуктов. Высота резервуара обычно не превышает 12-18 м. В настоящее время сооружают такие резервуары вместимостью до 50 000 м3, за рубежом – до 200 000 м3. В географических зонах, где отсутствует снеговая нагрузка, сооружают резервуары с плавающей крышей.
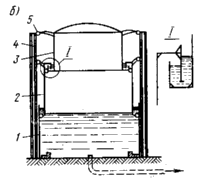
Мокрый газгольдер (рис. 1,б) для хранения взрывоопасных или ядовитых газов состоит из резервуара 1 и колокола 3 с телескопом 2 или без него. Перемещение колокола и телескопа происходит в направляющих 4, по которым перекатываются ролики 5. Уплотнение в сочленениях достигается водяными затворами.
 Сухой газгольдер имеет неподвижный корпус 3 с днищем 1 и крышей 4 и подвижный поршень 2 (рис. 1,в).
Сухой газгольдер имеет неподвижный корпус 3 с днищем 1 и крышей 4 и подвижный поршень 2 (рис. 1,в).
Сферические газгольдеры (рис. 1,г) предназначены для хранения газов под давлением до 1,8 МПа. Их собирают из листовых заготовок пространственной кривизны и сваривают стыковыми соединениями.
Типовыми являются газгольдеры вместимостью 600 и 2000 м3. Термообработка всей конструкции после сварки не производится, поэтому толщина стенок не превышает 36 мм.

 Для хранения газа под давлением иногда используют цилиндрические газгольдеры постоянного объема диаметром 3,25 м и более со сферическими днищами (рис. 1,д). Длина газгольдера может быть значительной, толщина стенок, как и у сферических резервуаров, не более 40 мм.
Для хранения газа под давлением иногда используют цилиндрические газгольдеры постоянного объема диаметром 3,25 м и более со сферическими днищами (рис. 1,д). Длина газгольдера может быть значительной, толщина стенок, как и у сферических резервуаров, не более 40 мм.
К негабаритным сооружениям относят, например, сооружения доменных комплексов, имеющие высоту 40 м и более. К ним предъявляют требования герметичности и прочности. Кожух доменной печи – несущая конструкция; его собирают из листовых элементов толщиной до 60 мм и сваривают стыковыми соединениями. Диаметр кожуха может превышать 15 м. Воздухонагреватели, пылеуловители и скрубберы представляют собой цилиндрические сосуды диаметром 7-11 м со сферическими или коническими куполами. Их собирают и сваривают стыковыми соединениями из листовых элементов толщиной 10-20 мм.
Сосуды, работающие под давлением разделяют на следующие группы:
- тонколистовые, со стенками средней толщины;
- толстостенные;
- многослойные.
Система аттестации в сварочном производстве. Федеральный закон №116-ФЗ «О промышленной безопасности опасных производственных объектов».Система аттестации специалистов сварочного производства, технологий и оборудования.
Федеральный закон №116-ФЗ «О промышленной безопасности опасных производственных объектов».
Настоящий Федеральный закон определяет правовые, экономические и социальные основы обеспечения безопасной эксплуатации опасных производственных объектов и направлен на предупреждение аварий на опасных производственных объектах и обеспечение готовности организаций, эксплуатирующих опасные производственные объекты, к локализации и ликвидации последствий указанных аварий.
Положения настоящего Федерального закона распространяются на все организации независимо от их организационно-правовых форм и форм собственности, осуществляющие деятельность в области промышленной безопасности опасных производственных объектов на территории Российской Федерации.
Система аттестации специалистов сварочного производства.
Аттестация специалистов сварочного производства проводится в региональном аттестационном центре (АЦ). В системе аттестации задействованы:
1. Ростехнадзор (региональное управление).
2. Национальный аттестационный комитет по сварочному производству (НАКС).
3. Собственно аттестационный центр (АЦ).
4. Аттестационный пункт.
Существуют следующие уровни аттестации специалистов сварочного производства:
I – уровень, специалист сварочного производства, аттестованный сварщик (с 1-6 разряд).
II – уровень, специалист сварочного производства осуществляющий руководство и технический контроль за проведением сварочных работ на ОПО (инженерно-технический работник ИТР).
III – уровень, специалист сварочного производства осуществляющий руководство и технический контроль за проведением сварочных работ на ОПО, а также осуществляет разработку, контроль технической документации, в том числе при аттестации технологий сварки и сварочного оборудования.
IV – экзаменатор, специалист сварочного производства осуществляющий руководство и технический контроль при подготовке сварщиков и ИТР.
Разделяют первичную, периодическую аттестацию и продление аттестационного удостоверения.
Первичная аттестация специалиста сварочного производства проводится, если специалист ранее не аттестовывался, продление – в случае окончания срока действия аттестационного удостоверения, периодическая – в случае расширения области действия удостоверения или окончании срока действия.
Система аттестации технологий и оборудования в сварочном производстве
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для ОПО.
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для ОПО.
Аттестация технологий сварки и наплавки подразделяется на исследовательскую и производственную.
Исследовательскую проводят при подготовке к применению новых (ранее не аттестованных) технологий сварки.
Производственную аттестацию осуществляют с целью подтверждения того, что организация, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки по аттестованным технологиям, а также проверки соответствия сварных соединений, выполненных в условиях конкретного производства, требованиям, предъявляемым к ОПО.
Система аттестации сварочных технологий и оборудования (САСв) включает комплекс требований, определяющих правила и процедуру аттестации технологий сварки и оборудования.