|
|
ОБ’ЄКТИ ТА МЕТОДИ КОНТРОЛЮВАННЯ ВИРОБІВ ПЕВНОГО ПРИЗНАЧЕННЯ о 4.1 Міжопераційний контроль на різних етапах життєвого циклу продукції
Організаційні форми та методи контролю досить різноманітні. Це обумовлює доцільність їх розподілу на групи за класифікаційними ознаками:
· за стадіями життєвого циклу виробу;
· за об’єктами контролю;
· за стадіями виробничого процесу;
· за ступенем оформлення продукції контролем;
· за часом виконання контролю;
· за організаційними формами виявлення та запобігання браку продукції;
· за впливом на об’єкт контролю;
· за ступенем механізації та автоматизації;
· за виконавцями;
Міжопераційний контроль, відноситься до контролю за стадіями виробничого процесу, що являє собою контроль напівфабрикатів, що пройшли закінченій етап обробки по групі технологічних операцій.
· для спинки - якість строчок та оздоблювальних швів, симетричність рельєфів і виточок у плечових зрізах спинки, відбивання швів і виточок після ВТО;
· для рукавів – якість строчок, довжина і ширина рукавів, відбивання швів, ширина підгину низу рукавів, рівність кутів шлиць;
· для кишень – якість строчок, якість оздоблювальних строчок на клапанах та листочці, якість скріплення кутів, симетричність розташування кишень,довжина входу в кишеню, полиск після ВТО;
· для оброблених бортів і низу – симетричність уступів лацканів і довжина краю борту;
· для зшитих плечових швів і коміра, з’єднаного з виробом - якість строчок, симетричність плечових швів, симетричність кінців коміра, правильність посадки пілочки і нижньої деталі коміра;
· для вшитих рукавів – правильність з єднання, рукавів з виробом, симетричність розташування відносно пілочки;
· для оброблених обметаних петель – якість строчки, наявність закріпки, відстань від краю борту, відстань між петлями;
· для волого - теплової обробки – комплектність деталей у виробі згідно з технічним описом, якість чищення від виробничого сміття, якість прасування, якість намічення для пришивання ґудзиків;
· для пришитих ґудзиків – якість і надійність пришиття, правильність розміщення ґудзиків відносно розташування петель.
При виявленні дефектів обробки під час проведення між операційного контролю дефектні одиниці повертаються на виправлення.
Таблиця 4 - Міжопераційний контроль при виготовленні куртки чоловічої
| Вузол обробки, який підлягає контролю | Об'єкти контролю | Критерії якості |
| Куртка перед подачею на оздоблювальну ділянку | Деталі та частини виробу | Симетричність форми, розмірів і розташування парних деталей і частин виробу. Допустимі відхилення, см: виступи лацканів, кінці комірів - 0,2 см; кишені, клапани -0,5 см; виточки, шви, складки та рельєфи правої і лівої сторони сукні - 0,4 см. Відповідність конструктивних ліній вимогам технічної документації. Допустимі відхилення: викривлення краю борту на довжині 15 см, відльоту коміра на довжині 10 см - 0,2 см. Збіжність малюнка при з'єднанні деталей в місцях, передбачених технічною документацією, симетричність малюнка, в парних деталях. Допустимі відхилення, см: на верхніх планках, листочках і клапанах передніх кишень по шву пришивання, передніх накладних кишенях по передньому і верхньому краях - 0,2; по середньому шву пілочки і спинки у виробах: прямого силуету - 0,2; на-півприлеглого силуету - 0,3; |
| Закінчення таблиці 4 | ||
| Шви, оздоблювальні строчки, зрізи | Ширина шва, відстань строчки від краю деталі, закріплення кінців строчок, частота стібків, колір і лінійна густина ниток у відповідності до вимог технічної документації. Відсутність пропусків, натягнення або послаблення строчки, викривлення шва. Обметані або обкантовані зрізи у відповідності до вимог технічної документації | |
| Клейові з'єднання | Наявність прокладок у відповідності до вимог технічної документації. Відсутність розшарування і стовбурчення, міцність склеювання | |
| Вшивання коміра в горловину | Комір не перекошений, горловина без розтягнутості або зайвої посадки | |
| Вшивання рукавів в пройми | Рукава не мають відхилення вперед або назад, посадка рукавів по проймам розподілена у відповідності до вимог технічної документації | |
| Низ виробу | Величина підгину низу у відповідності до вимог технічної документації. Відсутність викривлення низу. Допустиме відхилення низу виробу на довжині до 30 см - 0,3 см |
Вихідний контроль
Перед тим як відправити готові вироби з підприємства, їх необхідно оцінити, можливо повернути на доопрацювання або переробку певного вузла чи деталі, а можливо й зовсім «відкинути» через невідповідність зразку-еталону і вимогам нормативно-технічної документації. Для того, щоб не виникало розбіжностей з приводу оцінки виробів, користуються відповідними стандартами, які дозволяють вирішити дане питання.
Контроль виготовлених швейних виробів проводиться у відповідності до вимог нормативної та технічної документації :
- ГОСТ 4103 - 82 Изделия швейные. Методы контроля качества;
- ГОСТ 12566 - 81 Изделия швейные бытового назначения. Определения сортности;
- ГОСТ 10581 – 91 Изделия швейные. Маркировка, упаковка, транспортирование ихранение; та інші.
При контролюванні якості швейних виробів застосовують органолептичні та вимірювальні методи у відповідності до ГОСТ 4103-82. Цим же стандартом унормовані місця та методи основних і допоміжних вимірювань.
Стандарт ГОСТ 4103-82 «Вироби швейні. Методи контролю якості» розповсюджується на всі види швейних виробів і встановлює методи контролю якості готових виробів.
Якість виробів контролюють на столі з горизонтальною поверхнею. Крім того, плечові вироби контролюють на манекенах, які повинні відповідати вимогам нормативно-технічної документації.
Для контролю лінійних вимірів виробу, частоти стібків і розмірів дефектів зовнішнього виду матеріалів застосовують нескладну вимірювальну лінійку, рулетку, кільцемір, трикутник, текстильну лупу, транспортир.
Виміри проводять засобами вимірювань, які пройшли державні випробування у відповідності з ГОСТ 8.001-80.
Зовнішній вигляд і посадку виробу визначають у відпрасованих, маючих товарний вигляд виробах, на манекенах типової тілобудови.
Методи контролю якості готових виробів повинні відповідати тим, що надані в таблиці 5.
Таблиця 5 - Методи контролю якості готових виробів
| Об’єкт контролю | Метод контролю | Засоби контролю | Ознака, що характеризує якість виробу |
| 1. Реквізити то-варного і контро-льного ярликів | Органолептичний | Відповідність вимогам НД, чітке нанесення реквізитів | |
| 2. Зовнішній вигляд | Органолептичний | Зразок-еталон, манекен | |
| 2.1 Відповідність зовнішнього виду виробу і його конфекціонування зразку-еталону | Органолептичний | Зразок-еталон, манекен | Відповідність по силуету, пропорціям, конструктивному рішенні ліній, вузлів, деталей, по використаним матеріалам зразку-еталону і вимогам НД |
| 2.2 ВТО | Органолептичний | Зразок-еталон, манекен | Відповідність зразку-еталону, чіткість кон-структивних ліній: не повинно бути заломів, складок, зморшок, пролягання швів, лас, опалів |
| 3. Посадка виробу | Органолептичний Вимірювальний | Зразок-еталон, манекен, рулетка | Відповідність зразку-еталону |
| 4. Матеріали (наявність вад зовнішнього виду матеріалів) | Органолептичний Вимірювальний | Зразок-еталон, манекен, лінійка, рулетка, текстильна лупа | Відповідність вимогам НД |
| Закінчення таблиці 5 | |||
| 5. Виконання окремих вузлів і деталей: - симетричність форми і розміщення парних деталей; - розміщення деталей; - краї деталей; - стібки, строчки і шви; - внутрішнє закріплення деталей; - клейове з’єднання деталей; - обробка застібок, закріпок - припуски, зрізи | Органолептичний Вимірювальний | Зразок-еталон, лінійка, рулетка, трикутник, транспортир | Відповідність зразку-еталону та вимогам НД |
Згідно з ГОСТ 12566-88 «Вироби швейні побутового призначення. Визначення сортності» існують такі недопустимі виробничі дефекти 1 та 2-го сорту:
- лишнє напруження чи слабина відкритих частин манжет, планок, горловини;
- перекоси, заломи;
- відхилення рукавів вперед чи назад, неправильно розподілена посадка рукавів, викривлення швів вшивання рукавів;
- неправильне з’єднання прокладки з деталями виробу;
- різке неспівпадіння кольору ниток кольору матеріалу в зовнішніх строчках;
- опали;
- обриви ниток в оздоблюючи строчках;
- відсутність у виробі прокладок, передбачених технічною документацією на модель і зразком-еталоном;
- деформація матеріалу по лініях швів;
- наявність лас, пролягання внутрішніх швів деталей;
Даний стандарт розповсюджується на швейні вироби побутового призначення, виготовлені з усіх видів матеріалів, і встановлює визначення їх сортності.
На вироби встановлюються два сорти: 1 і 2-й.
Сорт виробу визначають в залежності від відповідності по зовнішньому вигляду зразку-еталону і вимогам, встановленим технічною документацією.
При визначенні сорту враховуються:
- посадка виробу;
- відповідність основних лінійних вимірів;
- якість виготовлення;
- якість застосовуємих матеріалів.
Зразок-еталон повинен бути затвердженим у відповідності з вимогами ГОСТ 15.007-81.
Вироби, які не відповідають по зовнішньому вигляду зразку-еталону, вважають не відповідними вимогам стандарту.
В готових виробах допустимі відхилення від номінальних розмірів виробів повинні відповідати вимогам ГОСТ 23193-78.
Стандартизовані вимоги щодо маркування швейних виробів
(ДСТУ 4519:2006, ГОСТ 10581-91, ДСТУ ISO 3635:2004)
Марковання – нанесені на виріб знаків, які характеризують цей виріб (ДСТУ 3321) або показник споживчого маркування (познаки, символи, піктограми, застороги, товарні знаки чи надписи), що його наносить виробник на конкретні товари, товарні ярлики, контрольні стрічки.
Кожна одиниця готового одягу повинна мати супровідний документ до виробу, що інформує споживача про якісні або інші характеристики товару та реквізити підприємства-виробника, а також виконує функції реклами і сприяє його реалізації, який називається товарним ярликом. Він може мати різноманітну форму та художнє оформлення, але розмір не повинен перевищувати 100 мм2.
На товарному ярлику має бути така інформація:
- назва країни-походження;
- товарний знак (за наявності);
- назва та місце розташування виробника;
- назва, модель, артикул виробу;
- розміри, сировина, дата виготовлення;
- символи щодо догляду;
- інформація щодо сертифікації виробу (за наявності);
- штриховий код виробу;
- специфічна та додаткова інформація про виріб (у разі потреби);
- тавро – для виробів 1-го сорту прямокутної форми, для виробів 2-го сорту – округлої (припускається вказувати сорт без клейма).
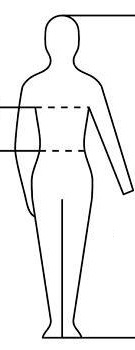
Для маркування одягу використовують стандартну та модифіковану піктограми, наведені в основних обрисах, тобто без цифр. Для однаковості подавання, розміри обхватів треба вказувати з лівого боку, а розміри довжини – з правого боку піктограми.
Мінімальний розмір піктограми не встановлено, але він повинен бути досить великим, щоб забезпечувати швидке розуміння і розбірливе читання цифр.
 Рекомендований для використання тип піктограми - UNIVERS NU-59.
Рекомендований для використання тип піктограми - UNIVERS NU-59.
А – обхват грудей
В – обхват талії
С – обхват стегон
D – зріст
Також обов’язковому контролю підлягають основні і лінійні виміри готового виробу. Що саме вимірюється в проектованій курточці і як, представлено в таблиці 6 і на рисунку вище.
Таблиця 6 – Методи вимірювання основних і допоміжних вимірів плечового виробу
| Номер виміру на кресленні | Назва місця виміру | Метод вимірювання виробу |
| Основні виміри | ||
| Довжина спинки | Повздовж середини спинки від краю середини горловини до низу | |
| Ширина спинки | Між швами вшивання рукавів в самому вузькому місці | |
| Ширина виробу на рівні пройми | Від середини переду до середини спинки | |
| Довжина рукава | Повздовж середини верхньої частини від найвищої точки окату до нижнього краю манжети | |
| Ширина виробу по лінії талії | Від середини переду до середини спинки | |
| Ширина виробу на рівні лінії стегон | Від середини переду до середини спинки | |
| Ширина виробу по низу | Від середини переду до середини спинки по прямій лінії | |
| Закінчення таблиці 6 | ||
| Довжина спинки до талії (у виробах відрізних по лінії талії) | Вздовж середини спинки від краю середини горловини спинки до шва пришивання по лінії талії | |
| Довжина переду по талії (у виробах відрізних по лінії талії) | Вздовж пілочки від кута плечового шва і горловини до лінії талії, паралельно лінії середини переду | |
| Ширина переду по лінії грудей | Між швами вшивання рукавів в найбільш вузькому місці | |
| Ширина рукава зверху | Зверху по нижній частині рукава по прямій на рівні найбільшого виєму частини від переднього згину до заднього | |
| Ширина рукава на рівні ліктя | В двоє складеному вигляді між згинами від найвищої точки рукава на відстані, вказаній в технічній документації на виріб | |
| Ширина рукава знизу | В двоє складеному вигляді | |
| Ширина манжети | В кінцях чи посередині манжети від верхнього краю до нижнього | |
| Довжина манжети | Вздовж манжети від одного кінця до іншого або в двоє складеному вигляді |
ВИСНОВКИ
Метою курсового проекту було дослідження рівня якості куртки чоловічої за вимогами споживачів.
Забезпечення високої якості чоловічих курток може бути здійснено тільки на основі вирішення комплексу питань, які передбачають удосконалення моделювання і конструювання на базі використання нових матеріалів, сучасної комп’ютерної техніки, впровадження новітніх технологій і нових форм організації виробництва.
До процесу виготовлення швейних виробів в умовах масового виробництва ставляться вимоги, одна з яких передбачає дотримання певних технологічних режимів, які регламентуються нормативною документацією. При виборі цих режимів враховують такі фактори, як вид асортименту одягу, властивості матеріалів, модельно-конструктивні та технологічні рішення і обладнання, що застосовується.
Не останнє місце у розробці та виготовленні одягу займають споживчі вимоги до виробу, такі як: зручність в експлуатації, гігроскопічність, зносостійкість, формостійкість, здатність добре піддаватися пранню та волого-тепловій обробці, відповідати напрямку сучасної моди, зовнішності свого власника, виду його діяльності, замасковувати недоліки його статури, підкреслювати її переваги.
Саме вивчивши та об’єднавши вимоги виробника і споживача, до обраного асортименту одягу – куртки чоловічої, маємо змогу вивчити загальні вимоги до одягу певного призначення, способом контролю, способами маркування та догляду за одягом, ознайомитися з ГОСТами для чоловічих курток.
ЛІТЕРАТУРА
1. Типовая техническая документация по конструированию и технологии изготовления, организация производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских и детских сорочек. – М. : ЦНИИТЭИлегпром, 1981. – 186 с;
2. Першина Л.Ф., Петрова С.В.- Технология швейного производства.М: Легпромбытиздат,1991-224с.;
3. Савчук Н.Г., Березненко С.М., Березненко М.П. Квалітологія швейного виробництва: Підручник. Київ: АРІСТЕЙ, ПП, 2006;
4. ГОСТ 30227 – 93. Нитки хлопчатобумажные и синтетические. Определение качества по порокам внешнего вида;
5. ГОСТ 11518–88 «Ткани сорочечные из химических нитей и смешанной пряжи. Общие технические условия»;
6. ГОСТ 25441–90 «Полотна клееные прокладочные. Общие технические условия»;
7. ДСТУ ГОСТ 29298:2008 «Тканини бавовняні і змішані побутові. Загальні технічні умови»;
8. ГОСТ 25441–90 «Полотна клееные прокладочные. Общие технические условия»;
9. ГОСТ 4103 - 82 Изделия швейные. Методы контроля качества;
10. ГОСТ 10581 – 91 Изделия швейные. Маркировка, упаковка, транспортирование ихранение.