|
|
Методика построения циклограмм функционирования робототехнического комплекса (РТК)
Применительно к робототехническим комплексам (РТК) циклограмма должна включать в выбранной последовательности все основные и вспомогательные операции (переходы) изготовления изделия, а также условные операции (переходы) для возможных изменений технологического маршрута.
Для построения циклограммы функционирования РТК необходимо:
- проанализировать компоновку РТК и определить все движения (переходы) основного и вспомогательного оборудования (робота, станка, накопителя), необходимые для выполнения заданного цикла обработки детали;
- определить (составить перечень) всех механизмов основного и вспомогательного оборудования, участвующих в формировании заданного цикла;
- задать исходное положение механизмов робота, станка, транспортера и т. д.;
- составить последовательность движений оборудования (механизмов) за цикл в виде таблицы;
- определить время выполнения каждого движения  , используя формулы
, используя формулы

 (6.1) (для угловых перемещений)
(6.1) (для угловых перемещений)
 (6.2) (для линейных перемещений)
(6.2) (для линейных перемещений)
где  - углы поворотов механизмов;
- углы поворотов механизмов;  - линейного перемещения механизмов;
- линейного перемещения механизмов;  - соответственно угловая и линейная паспортные скорости перемещения механизмов по соответствующей координате.
- соответственно угловая и линейная паспортные скорости перемещения механизмов по соответствующей координате.
Для примера приведена циклограмм функционирования РТК механообработки. Комплекс предназначен для обработки деталей на токарно-патронном полуавтомате модели 16К20ФЗ. Загрузку-разгрузку и переустановку деталей осуществляет однозахватный ПР М20П40.01. В состав РТК входит накопитель для деталей и заготовок — тактовый стол.
Компоновка РТК представлена на рис.6.8.
Для выполнения заданного цикла обработки детали за два установа необходимы следующие движения (переходы):
- загрузка заготовки в патрон станка;
- зажим заготовки в патроне;
- отвод руки ПР;
- обработка детали (установ 1);
- переустановка (поворот) детали в патроне станка, отвод руки ПР;
- обработка детали (установ 2);
- разгрузка детали из патрона станка на тактовый стол, перемещение - тактового стола на один шаг (на одну позицию).
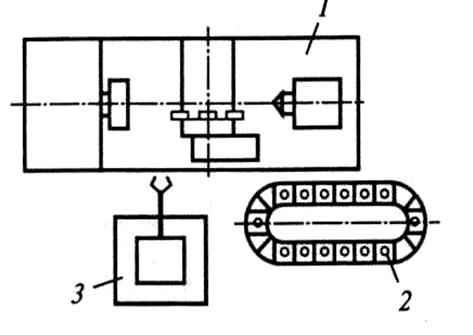
Рис.6.8. Компоновка РТК: 1 — токарный полуавтомат модели 16К20ФЗ, 2— тактовый стол (накопитель заготовок и деталей);
3 — промышленный робот (ПР) модели М20П.40.01. (рис. 6.9).
В формировании заданного цикла участвуют механизмы станка:
- зажима детали (патрон);
- вращения детали;
- подачи суппорта;
- поворота резцовой головки;
- перемещения ограждения.
Механизмы робота:
- подъема руки;
- поворота руки относительно вертикальной оси;
- выдвижения руки;
- зажима схвата;
- ротации схвата (поворота схвата относительно горизонтальной оси);
- поворота схвата относительно вертикальной оси;
Тактового стола:
- перемещения детали (заготовки) на один шаг (на одну позицию);
Исходное положение оборудования и его механизмов:
- патрон станка разжат, ограждение открыто;
- суппорт в нулевой (исходной) позиции, в резцовой головке установлен необходимый комплект инструментов для обработки заданной детали, т. е. для выполнения заданного цикла обработки, линия центров станка выше уровня расположения заготовок на тактовом столе;
- схват робота разжат, ось детали, первоначально зажимаемой в схвате — горизонтальная;
- рука втянута и повернута к тактовому столу;
- схват (рука) на уровне расположения заготовок на тактовом столе;
- заготовка расположена на тактовом столе в призмах против схвата ПР.
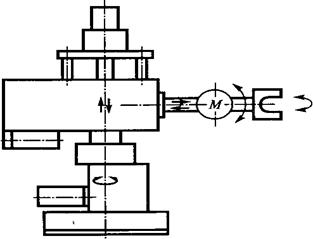
Рис. 6.9.Промышленный робот модели М20П.40.01

Рис.6.10.Циклограмма функционирования РТК
В соответствии с составленной последовательностью движений
механизмов оборудования за цикл для РТК построена циклограмма функционирования (рис.6.10).
Транспортное оборудование предназначено для перемещения грузов в условиях автоматизированного производства (стеллажные и портальные краны-штабелеры, транспортные роботы, рельсовые и индуктивные тележки, накопители палет, перегрузочные и ориентирующие устройства, транспортно-складская тара, средства АСУ.
Транспортные и накопительные средства выбирают на основе анализа грузопотоков на участке или в цехе с учетом свойств материалов изделий. При выборе схемы грузопотоков необходимо учитывать наименьшие по протяженности маршруты перемещения грузов, минимальное применение перегрузочных устройств.
Особенностью автоматизированных участков (АУ) является применение в качестве транспортных средств кранов-штабелеров и транспортных портальных и монорельсовых промышленных роботов. Все транспортные средства, используемые на этих участках, должны быть оснащены системами автоматического адресования и иметь устройства автоматической погрузки-разгрузки грузов.
Кроме того, в условиях автоматизированного производства широко применяют подвесной транспорт, рельсовый тележечный транспорт.
К подвесному транспорту относятся:
- монорельсовые транспортные роботы с устройствами для перемещения и манипулирования изделиями весом до 300 кг;
- портальные транспортные роботы с устройствами для перемещения и манипулирования изделиями весом до 1000 кг и выше;
К наполъно-тележечному внутрицеховому транспорту относятся:
- рельсовые электротележки грузоподъемностью до 0,5 т;
- электроштабелеры напольные грузоподъемностью до 2 т;
- транспортные напольные роботы (рельсовые и безрельсовые), смонтированные на тележках и управляемые по программе.
Монорельсовые транспортные роботы (напольные и подвесные) предназначены для межоперационного и внутрицехового перемещения, ориентации и загрузки деталей и изделий в условиях автоматизированного производства. Они перемещаются по принудительному маршруту, т. е. в строгом соответствии с заданной программой.
Напольные транспортные безрельсовые роботы (индуктивные тележки) перемещаются по свободно программируемому маршруту, т. е. между любыми позициями загрузки (разгрузки), находящимися в пределах обслуживаемой зоны.
Напольные транспортные роботы могут двигаться:
- индуктивные тележки — вдоль провода, уложенного на глубине 40-60 мм от поверхности пола (по проводу пропускают ток силой в несколько сотен миллиампер, с частотой 2...20 кГц и напряжением не более 12 В, создается переменное электромагнитное поле, за которым следят датчики транспортного робота);
- по светоотражающей полосе, прикрепленной к полу (слежение за трассой осуществляется с помощью фотосчитывающих датчиков, реагирующих на изменение световых потоков и вырабатывающих управляющие сигналы);
Технические характеристики транспортных напольных монорельсовых и безрельсовых роботов приведены в литературе [2]