|
|
Схема ультразвуковой обработки заготовок
Существует несколько схем размерной обработки заготовок.
1.1.Размерная обработка заготовок из твердых хрупких материалов абразивными зернами, движущимися за счет действия УЗ инструмента.
Данный способ применяется для обработки стекла, керамики, ситаллов, кремния, германия, то есть для мате-риалов, обработка которых другими методами затруднена.


Рисунок 1. — Схема прошивания отверстий
1 – УЗ преобразователь; 2 – концентратор; 3 – инструмент — пуансон; 4 – суспензия абразивная; 5 – заготовка; 6 – ванна; 7 – насос; 8 – патрубок; 9 – источник тока; 10 – генератор УЗ частоты.
Под пуансоном-инструментом 3 устанавливают заготовку 5 и в зону обработки под давлением подают абразивную суспензию, состоящую из воды и абразивного материала: карбида бора, карбида кремния или электрокорунда.
Инструмент поджимают к заготовке с силой 1…60 H. Обработка заключается в том, что инструмент 3, колеблющийся с УЗ частотой, ударяет по зернам абразива 4, лежащим на обрабатываемой поверхности, со статической силой =30…200 Н; абразивные зерна скалывают частицы материала заготовки 5. Большое число одновременно ударяющихся абразивных зерен, а также высокая частота повторения ударов (до 30 тыс. раз в с.) обусловливает интенсивный съем материала.
Кавитационные явления в жидкости способствуют интенсивному перемешиванию абразивных зерен под инструментом, замене изношенных зерен новыми, а также разрушению обрабатываемого материала.
Прокачивание суспензии насосом исключает оседание абразивного порошка на дне ванны и обеспечивает подачу в зону обработки абразивного материала.
Между пуансоном и заготовкой обеспечивают постоянный зазор 50…80 мкм.
Сообщая инструменту и заготовке различные виды подач (продольную, поперечную) и меняя профиль сечения инструмента, можно прошивать глухие и сквозные отверстия, обрабатывать плоскости, углубления, пазы при прямом и обратном копировании, разрезать заготовки больших размеров, обрабатывать криволинейные и кольцевые пазы по копиру, производить шлифование и полирование.

Рисунок 2. — Схема разрезки непрофилированным инструментом – тон кой проволокой
1,7 – катушки; 2 – концентратор; 3 – преобразователь; 4 – проволока — инструмент; 5 – сопло для подачи суспензии; 6 – заготовка.
Принцип работы следующий. Ультразвуковой концентратор 2, соединенный с преобразователем 3, возбуждает колебания в проволоке-инструменте 4, перематываемой с катушки 1 на катушку 7. Заготовка 6 прижимается с небольшим усилием к проволоке 4, а в зону их контакта подается абразивная суспензия из сопла 5.
По такой схеме производят контурное вырезание, обработку пазов и щелей, разрезание заготовок.
1.2. Интенсификация процессов резания при сообщении вынужденных УЗ колебаний металлическим или абразивным режущим инструментом.

Рисунок 3. — Схема резания
1 – заготовка; 2 – инструмент; 3 – концентратор; 4 – УЗ преобразователь.
На режущий инструмент 2 подаются УЗ колебания от концентратора 3, соединенного с УЗ преобразователем 4. Режущему инструменту сообщается продольная подача. Заготовка 1 имеет продольную подачу и вращение. В место контакта инструмента и заготовки подается абразивная сус-пензия.
Такой способ используется при сверлении, зенкеровании, развертывании, нарезании резьб в труднообрабатываемых материалах; при точении и зубодолблении заготовок из вязких металлов, при шлифовании, абразивно-алмазной доводке.
Ультразвуковая обработка позволяет повысить производительность, качество поверхностного слоя, снизить силы резания и крутящий момент. (Например, при нарезании резьбы метчиками крутящий момент уменьшается на 25…50%).
Очистка шлифовальных кругов 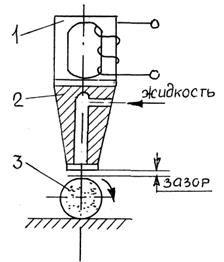
Рисунок 4. — Схема очистки
1 – преобразователь; 2 – концентратор — инструмент; 3 – шлифовальный круг.
Колеблющийся с УЗ частотой инструмент 2, соединенный с УЗ преобразователем 1, располагается на некотором расстоянии от шлифовального круга 3.
В пространство между кругом и инструментом подается очищающая жидкость, в которой при воздействии на нее УЗ колебаний возникают эффекты, способствующие интенсивной очистке поверхности шлифовального круга от засаливания