|
|
Определите возможные виды и способы получения заготовок для детали «Вал-шестерня». Годовая программ выпуска 10000шт.

Рис 25. Деталь «Вал-шестерня».
9.3.1. Штамповка на открытом молоте.
9.3.2. Штамповка в закрытых штампах.
9.3.3. Литье в кокиль.
9.3.4. Литье по выплавляемым моделям
9.3.5. Прокат.
Определить, какая из представленных схем обеспечит наибольшую точность выполнения обоих размеров.
9.4.1.

9.4.2.
9.4.3.

9.4.4.

Рис 26. Фрезерование уступа.
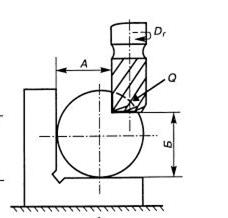
9.5. Определить, какая их приведенных схем базирования обеспечивает наименьшую погрешность обработки, если известно, что диаметр вала 50-0,062 мм и угол призмы =900.

Рис 27. Обработка отверстия вала.
Задание 10. Условия выбора заготовок и способы их получения;
Проверяемые результаты обучения: У3,У5,У6,У7, З10
Текст задания:
Указать основные признаки единичного типа производства.
| № | Заготовки | Методы достижения заданной точности | Разрабатываемая технологическая документация | Технологическая оснастка |
| Прокат, литье в землю, свободная ковка | Метод пробных ходов и промеров, разметка | Упрощенная и сокращенная | Универсальная | |
| Прокат, штамповка точное литье | Метод пробных ходов и пpoмеров, разметка. | Разрабатывается подробно | Универсальная | |
| Прокат, литье в землю, свободная ковка. | Метод автоматическог получения размеров | Упрощенная н сокращенная. | Универсальная | |
| Прокат, литье в землю, свободная ковка | Метод пробных ходов и промеров, разметка | Упрощенная и сокращенная | Специальная |
Какой способ обработки давлением целесообразно применить для уменьшения диаметр трубы?
10.2.1.Волочение.
10.2.2.Прокатка.
10.2.3.Штамповка.
10.2.4.Ковка.
На участке механического цеха имеется 18 рабочих мест. В течение месяца на них выполняется 154 разные технологические операции. Установить коэффициент загрузки операций на участке; определить тип производства.
10.3.1. Коэффициент закрепления операций - 8.56. Тип производства – массовое.
10.3.2. Коэффициент закрепления операций - 8.56. Тип производства – серийное.
10.3.3. Коэффициент закрепления операций - 8.56. Тип производства – крупносерийное.
10.3.4. Коэффициент закрепления операций - 8.56. Тип производства – мелкосерийное.
10.3.5. Коэффициент закрепления операций - 8.56. Тип производства – среднесерийное.
10.4. Какой из предложенных вариантов получения заготовки детали «Корпус» является наиболее рациональным с точки зрения материалоемкости?

Рис 28. Деталь «Корпус».
10.4.1. Литье в землю.
10.4.2.Литье в кокиль.
10.4.3.Литье в оболочковые формы.
10.4.4.Литье по выплавляемым моделям.