|
|
Основные правила при работе с каналами и клапанами
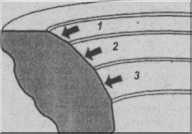
- Удаляйте металл с верхней части канала и вокруг выступов направляющих втулок, но не 'опускайте' пол канала и не увеличивайте другие области с низкой скоростью потока.

1 - впускной канал; 2 - область замедления потока; 3 - выпускной канал.
- Сглаживайте все изгибы, особенно в месте перехода канала в седло клапана. Типичный радиус на короткой стороне в 0,13 - 0,38 мм (обрыв края на прямом участке) и на длинной стороне в 1,5-5,1 мм обеспечивают наилучшие характеристики потока.

1 - нижняя фаска; 2 - седло клапана; 3' верхняя фаска; 4 • радиус на длинной стороне; 5 - выступ направляющей втулка клапана; •6 - радиус короткой стороны; 7-радиус тыльной стороны; 8 - задняя фаска; 9 - фаска; 10 - кромка.
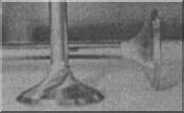
- Поддерживайте контуры и изгибы канала для оптимизации движения части потока по направлению к центру цилиндра. Это обычно требует таких несимметричных выступов направляющих втулок клапанов и такой формы верхней части канала, как показано здесь на примере выпускных клапанов головки двигателя MOPAR рабочим объемом 5572 см3.

- Обработка (зачистка) грубой поверхности поможет предотвратить конденсацию топлива на стенках канала, не ухудшая поток, и для нее требуется намного меньше времени, чем на полировку.

- Сделайте как можно лучшую обработку клапанов и добавьте 30° фаску на верхней части седла и на задней части клапана. 45°-ные седла должны иметь ширину примерно 1,65 мм для впускных клапанов и примерно 1,91 мм для выпускных клапанов.
1 — 14-30" фаска шириной 0,76 мм; 2 — 15-45° седло шириной 1,65 мм для впускного и 1,91 мм для выпускного канала; 3 — 16-60° верхняя фаска шириной 2,5 мм.
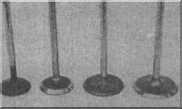
- Хотя поток часто улучшается при использовании клапанов в форме тюльпана па головках со сферическими камерами сгорания и каналами в ряд, на двигателях с клинообразными камерами сгорания используйте только клапаны с плоской обычной стороной.
- Удаляйте все острые края с нижней стороны клапанов, добавив нижнюю фаску с углом от 30° до 35°.
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.