|
|
Transformatorul de sudare este mai frecvent folosit.
Reglarea regimului de sudare se obţine la sudarea rezistenţei inductive a bobinei de reactanţă, pentru o tensiune neschimbată în mers în gol,prin deplasarea blocului mobil al mezului bobinei de reactanţă la rotirea mecanizmului (5).
Schema simplificată a transformatorului de sudat.
 3 4
3 4









 5 R S T
5 R S T







 | ||||||
 | ||||||
 | ||||||
 | ||||||

 9 6
9 6
 | |||
 | |||


 8
8
 |
 | |||||
 | |||||
 |
 7
7
| 1. bobina primară; | 6. alimentarea de la reţeaua de curent; |
| 2. bobina secundară; | 7. miez de fier al transformatorului; |
| 3. bobina de reactanţă; | 8. piesa de sudat; |
| 4. miezul mobil al bobinei de reactanţă; | 9. electrodul. |
| 5. mecanismul elicoidal; |
Randamentul transformatorului este de 75-85%,fiind aproape de 2 ori mai mare decât al generatorului de sudare. Perderele în gol sunt de 0,25 kw, iar factorul de putere este de 0,4 , care poate fi îmbunătăţit până la 0,7 prin folosirea bobinei de reactanţă. Are însă dezavantajul că încărcarea fazelor curentului este nesimetrică, legarea, la reţeaua trifazată făcându-se între 2 faze sau una şi nul.
Redresorul de sudare, folosit pentru transformarea curentului alternativ în curent mediu continuu, se compune dintr-un transformator trifazic, care reduce tensiunea şi măreşte intensitatea curentului şi dintr-un redresor care transformă curentul alternativ în curent continuu.
Curentul are oscilaţii foarte slabe şi practic nu se deosebesc de un curent continuu dat de un generator.
Randamentul este de 53-66%, iar factorul de putere 0,57-0,23%.
R S T
 | |  |
 |




























 5
5
1 2
3 4
1. reţeaua de alimentare;
2. transformatorul trifazic;
3. piesa de sudat;
Electrod
3) Procesul formării cusuturii
Arcul arde între vârful electrodului (1) şi baza metalică formată între piesele de sudat (2,3). Electrodul sub formă de vergea, este împlut cu pastă (4), având un capăt (5) neânvelit, prins în portelectrodul (6) izolat cu manşonul (7). Portelectrodul asigură fixarea de adaos şi conectarea prin cablu de legătură (8) la unii din polii sursei de curent. Celălalt pol al sursei este legat la piesa de sudat prin cablu(10) şi clemă(9).
| |
 |
Procesul formării cusăturii la sudarea manuală cu curent electric deschis şi electrod învelit:
 1
1


 2 c-c
2 c-c







 c 8 10 7 5 4 8
c 8 10 7 5 4 8

 3
3
B b
 a a
a a


6 9
 c
c
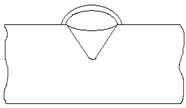
Coloana arcului(3) se formează între vârful unirii metalice a electrodului(1) şi baea de metal topit(6). Căldura degajată de arcul electric topeşte metalul din vârful vergelei, din care se desprinde picătura(4) ce se depune în cusătură. Baia de metal topit conţine şi metal(9) de bază pe adâncimea de pătrundere(a).Prin solidificarea baei, rezultă cusătura(10) de lăţime c.
Datorită excesului de metal topit şi adaos, cu scopul asigurării unui coeficient de siguranţă al îmbinării cordonului de sudură se realizează cu supraînălţare(b). Odată cu vergeaua metalică se topeşte şi învelişul(2) luând forma de pâlnie, aceasta derijează gazele generate sub forma de jet.
Învelirea electrozilor se face prin presare, imerseonare,învelire sau combinaţii ale acestora. Învelişul trebuie să fie centric pe sârmă, neadmiţându-se o excentitate ε mai mare de 4%.














 25±5 S s1 D
25±5 S s1 D
L