|
|
НАГРЕВ И НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
РАСЧЕТ И ВЫБОР ПЛАМЕННЫХ ПЕЧЕЙ ДЛЯ НАГРЕВА ПРУТКОВ И ЗАГОТОВОК ПОД ОБЪЕМНУЮ ШТАМПОВКУ
Направление подготовки (специальность): 150700 Машиностроение
Профиль подготовки: Машины и технология обработки металлов давлением
Квалификация выпускника: бакалавр.
Форма обучения: очная и заочная.
Тула 2012
Методические указания по выполнению курсовой работы составлены доцентом Платоновым В.И. и обсуждены на заседании кафедры Механики пластического формоизменения Механико-технологического факультета,
протокол № _____ от _____________ 201____ г.
Зав. кафедрой _________________ С.С. Яковлев
I. ВВЕДЕНИЕ
Нагрев металла перед ковкой и штамповкой является одной из основных операций технологического процесса горячего формообразования.
От способа и режима нагрева зависят качество поковок, расход металла и топлива, стойкость рабочего инструмента и санитарно-гигиеническое условия труда в кузнечных цехах. Нагрев предопределяет также производительность процессов обработки и мощность потребного кузнечно-прессового оборудования, поскольку при нагреве металл становится пластичнее и его сопротивление деформированию понижается. Кроме того, сочетание определенного для нагрева данного металла режима нагрева с соответствующей степенью деформации при пластической обработке позволяет получать более мелкозернистую и однородную структуру поковки и тем самым повысить ее служебные свойства /6/.
Нагрев считается качественным, если он проведен по определенному (заданному) режиму, в результате чего получено требуемое распределение температуры по объему заготовки, окисление к обезуглероживание не превышают допустимых значений и при этом не нарушена целостность металла.
Снижение угара имеет важное значение с точки зрения уменьшения потерь металла, повышения стойкости инструмента, улучшения качества и точности поковок.
Чтобы уменьшить угар, глубину обезуглероженного слоя, применяют малоокислительный и безокислительный нагревы.
Режим и способ нагрева устанавливаются в зависимости от марки нагреваемого материала, размеров заготовки, технологических условий на поковки, характера последующей механической и тепловой обработки, серийности продукции и ряда других факторов.
В кузнечных цехах применяются принципиально два различных вида нагрева металла: пламенный и электрический.
В настоящей методике мы будем рассматривать применение пламенного нагрева.
При пламенном нагреве металл нагревается в основном излучением теплоты от раскаленных газов, стенок и свода печи (лишь в незначительной степени конвекцией, т.к. температура в печи обычно выше 1200 °С), а также путем теплопроводности от наружных поверхностей вглубь сечения заготовки.
При пламенном нагреве как "средство нагрева" используются печи. По характеру работы они разделяются на 2 группы: периодического и непрерывного действия. В первом случае загрузка, нагрев и выгрузка заготовок производятся периодически, через определенные промежутки времени, во втором случае они могут происходить непрерывно. К средствам нагрева периодического действия относятся печи камерные, печи с выдвижным подом; к средствам нагрева непрерывного действия - механизированные печи и установки: методические толкательные, с вращающимся подом, конвейерные и т.п.
Нагревательные установки периодического действия используются, как правило, в мелкосерийном производстве, установки непрерывного действия - в крупносерийном и массовом производстве.
Среди пламенных печей, работающих на отечественных заводах, большинство составляют камерные печи. На второе месте стоят проходные печи толкательного типа (методические и полуметодические). Печи кольцевые, секционные и с шагающим подом составляют незначительную часть от общего парка печей.
2. ТЕХНОЛОГИЯ НАГРЕВА МЕТАЛЛА
При нагреве стали происходит обезуглероживание, окисление и газонасыщение поверхности заготовки, существенно изменяются структура, физико-механические и теплофизические свойства, при нагреве материалов, например, алюминиевых, магниевых и титановых сплавов эти явления проявляются также в той или иной степени.
Технологически правильно нагреть металл - это значит обеспечить заданный тепловой режим, т.е. прогреть заготовку до установленной температуры с определённой скоростью и обеспечить заданное распределение температуры по объему заготовки. Качество и скорость нагрева зависят от процессов теплопередачи и рабочей камере печи, физико-механнческих и тепло-физических свойств материала заготовки, расположение заготовки на поду печи и др. Производительность печи обычно зависит от скорости нагрева, которую определяет температурный режим в рабочей камере, и в основном - разность температур между греющей средой и металлом, а такте толщина заготовки.
2.1. Теплообмен в печах
Рабочая камера обычной пламенной печи представляет собой замкнутое пространство, ограниченное печными стенками и заполненное раскаленными продуктами горения.
Передача тепла в печи осуществляется конвекцией, излучением и теплопроводностью, которые, находясь во взаимодействии, друг с другом, составляют сложный теплообмен (рис. 1.2).
Основным видом передачи теплоты на поверхность металла в высокотемпературных пламенных печах является излучение, и его доля составляет 75-90 % от суммарной теплопередачи. В печах скоростного конвективного нагрева, где движение печных газов существенно интенсифицировано, доля конвективной составляющей в переносе теплоты может составлять до 50 %.
Теплообмен конвекции имеет решающее значение при температурах ниже 600-700 °С.
Распространение тепловой энергии внутри заготовки происходит за счет теплопроводности, которая зависит от интенсивности подвода теплоты к ее поверхности (внешний теплообмен), теплофизических свойств материала и размеров тела (внутренний теплообмен).
2.2. Теплофизические свойства стали
Температурный режим нагрева слитков и заготовок в широком температурном интервале существенно зависит от теплофизических свойств стали (теплоемкости С, коэффициентов тепло- и температуропроводности  и
и  .
.
В крупных заготовках (слитках) большое значение имеет также и масштабный фактор, который усиливает неравномерность свойств по сечению.

Рис I. Схема теплообмена в рабочей камере нагревательной
пламенной печи:

 - излучение, - конвекция,
- излучение, - конвекция,
 - теплопроводность.
- теплопроводность.

Рис.2. Схема двухкамерной печи
Теплофизические свойства различных сталей различаются в диапазоне температур 0-750 °С. При более высоких температурах значения теплофизических параметров почти всех сталей сходятся достаточно близко.
Теплофизические свойства магниевых, никелевых, алюминиевых и медных сплавов значительно выше, чем у сталей, и поэтому они нагреваются значительно быстрее.
2.3. Температурные условия
Термический режим нагрева заготовки определяется начальным и конечным распределением температур по сечению и характером их изменения во времени.
Температурные режимы металлов и сплавов определяются исходя из того, чтобы повысить пластичность, снизить сопротивление деформации, однако при этом не должны произойти структурные изменения, ведущие к ухудшению свойств конечного продукта (поковки и детали), не должны произойти необратимые процессы, которые привели бы к браку деталей.
Так, для среднеуглеродистых сталей температурный диапазон определяется по диаграмме Fe – Fe3C и имеет пределы: нижний выше точки A3 на 50...70 °С, а верхний - ниже линии начала плавления (линия АЕ) на 150-200°С /2/. Если превысить предел нагрева стали, то сначала произойдет перегрев металла (рост зерен), который исправляется термообработкой, а затем пережог металла (окисление по границам зерен), т.е. окончательный брак поковок (идут в переплавку). Обычно температурный диапазон нагрева сплавов перед резкой или объемным деформированием определяют по справочникам -/4.7/.
С точки зрения максимального повышения производительности печей обычно выгоднее всего вести нагрев с наивысшей, возможно допустимой, скоростью. Однако передача тепла внутрь заготовки происходит не мгновенно, поэтому в заготовке могут возникнуть по сечению растягивающие напряжения, а значит деформации, превышающие пластичность металла при заданной температуре, что приведет к трещинам.
Это явление опасно до 500...600 °С, когда сталь еще не обладает достаточной пластичностью. Поэтому для крупных заготовок (слитков) нужен ступенчатый нагрев (до 600...700 °С -медленный, более 700 °С - ускоренный).
2.4. Окисление и обезуглероживание стали
Общий анализ протекания процессов обезуглероживания и окисления стали показывает, что основными факторами, влияющими на эти процессы, являются: температура нагрева заготовок, продолжительность их пребывания при высоких температурах, химический состав окружающей атмосферы и химический состав стали.
Процесс обезуглероживания сталей начинается при температурах более 800-850 °С.
При нагреве в пламенных печах обычно глубина обезуглероженного слоя составляет 0,2-2 мм, угар - 2-4 %.
С целью уменьшения процента угара и величины обезуглероженного слоя применяются скоростной и безокислительный нагревы.
3. ОСНОВНЫЕ ТИПЫ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ
По характеру работы нагревательные печи делятся на две основные группы: периодического (камерные) и непрерывного (проходные и методические) действия. Первые применяются в мелкосерийном, индивидуальном производстве, вторые в серийном и массовом производстве. Эти печи отличаются высоким уровнем механизации. В камерных печах нагреваемый металл неподвижен, а при переменном или постоянном температурном режиме температура в каждый момент времени в рабочем объеме печи поддерживается постоянной. В печах непрерывного действия нагреваемый металл перемещается навстречу движению потока греющих газов при определенном распределении температур по длине рабочей камеры печи, разделяемой на зоны. В методических печах в каждом поперечном сечении камеры температура постоянна во времени, в проходных - температура во времени сохраняется постоянной во всем объеме.
3.1. Камерные нагревательные печи
В этих печах на стационарный год загружается порция металла - осадка, которая нагревается до заданной температуры. Основное преимущество печей - их универсальность, что особенно важно для мелкосерийного производства с широкой номенклатурой изделий, простота изготовления и эксплуатация. Эти печи могут применяться и для серийного производства. В этом случае они изготавливаются двухкамерными (рис. 2). Камеры загружаются заготовками поочередно, пока в одной камере металл нагревается, из другой камеры заготовки подаются на штамповку, По характеру теплообмена в рабочем пространстве камерные печи могут быть разделены на печи прямого и косвенного нагрева. Наиболее распространенными являются печи прямого нагрева, в которых продукты горения направляются непосредственно на осадку (загруженные заготовки).
Недостатком камерных печей является отсутствие механизации. Загрузка заготовок осуществляется "навалом", процесс загрузки и выгрузки производится вручную.
Когда требуется нагревать только часть заготовки (например, при штамповке на ГКМ), применяются щелевые (рис. 3), или очковые стационарные, или вращающиеся печи (рис. 4).
Крупные заготовки и слитки обычно нагреваются в камерных печах с выдвижным подом.
3.2. Проходные печи
Более совершенными и современными по сравнению с камерными являются механизированные печи проходного типа, которые используются для серийного и массового производства.
С точки зрения температурного режима проходные печи можно разделить на две большие группы: однозонные и методические. В однозонных печах, так же как и в камерных, температура в рабочей зоне постоянна. К печам этого типа относятся печи для нагрева прутков перед резкой, целевые (в отличие от печи на рис. 3, заготовки непрерывно движутся через зону нагрева с помощью какого-либо механизма, расположенного вне зоны печи),
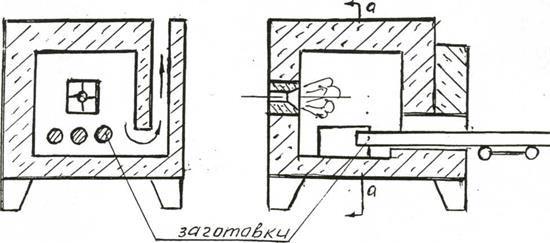
Рис.3. Щелевая камерная печь

Рис.4. Очковая вращающаяся печь
печи для нагрева тонких заготовок (листов), прутков и т.п.
Для нагрева прутков перед резкой применяются печи с подъемношагающими балками (рис. 5) или другими механизмами перемещения (например, толкательные). Температура подогрева прутков из сталей колеблется в пределах 400-700 °С. Ширина печи должна соответствовать максимальной длине прутка.
Конвейерные печи для нагрева стальных заготовок до 1200 °С применяются редко из-за низкой стойкости конвейера. Они применяются тогда, когда температура нагрева не превышает 700-850 °С.
Широкое распространение в крупносерийном, массовом производстве получили толкательные печи проходного типа с одинаковой температурой по всей камере (однозонные). Они применяются для поковок средней массы (от 5 до 50 кг) (рис. 6).
Для заготовок более крупных, особенно из легированных сталей, применяются методические или полуметодические печи, которые позволяют более плавно нагревать заготовки (рис. 7).
По способу нагрева методические печи подразделяются на печи с односторонним и двусторонним обогревом. В первом случае заготовки продвигаются вплотную друг к другу по монолитному огнеупорному полу, и нагрев осуществляется только сверху. При двустороннем обогреве (заготовки движутся по охлаждающим трубкам) и сверху, и снизу скорость нагрева увеличивается в 3-3,5 раза.
С точки зрения температурного режима методические печи можно разделить на две большие группы: двухзонные и трехзонные (рис.7).
Первая по ходу металла зона (методическая) характеризуется повышающейся по ее длине температурой, вторая - зона высоких температур (сварочная) - практически постоянной по длине температурой.
Трехзонный режим отличается от двухзонного использованием третьей зоны (зоны томления). В этой зоне температура газов по ее длине одинакова и несколько превышает конечную температуру нагрева металла (обычно на 40-60°С).
Двухзонные печи обычно используются для нагрева заготовок до диаметра 100-150 мм при одностороннем нагреве и до диаметра 200-250 им при двустороннем. Сварочная зона занимает в них, как правило, 30 -35 % от общей длины печи. В кузнечных цехах в ряде случаев применяют и двухзонные печи с большей, чем обычно длиной сварочной зоны (60-75 % от длины печи). Такие печи называются полуметодическими. Трехзонные печи используются для нагрева заготовок диаметром более 200-250 мм. Механизация передачи заготовок в методических печах для низких температур (до 850 °С) - конвейерная; для более высоких температур (до 1250 °С): для средних заготовок - толкательная, для крупных – подъемно шагающие балки.
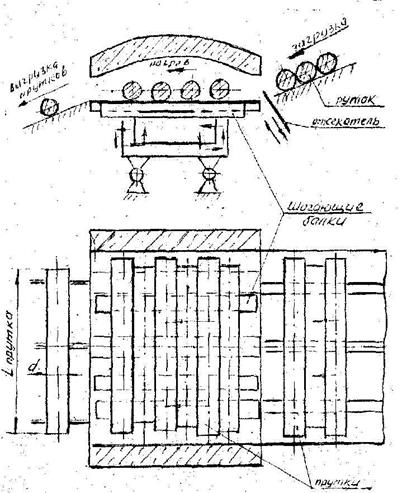
Рис.5. Печь с подъемно шагающими балками для нагрева металла перед резкой.

Рис. 6. Однозонная толкательная печь

Рис.7. Трехзонная методическая печь
В последнее время все большее применение находят печи с вращающимся подом (карусельные): дисковым (тарельчатым) или кольцевым (рис.8). Эти печи выгодно отличаются от методических своей универсальностью и лучшими качествами нагрева. Нагреваемые заготовки лежат на поду неподвижно и не соприкасаясь друг с другом, что обеспечивает быстрый равномерный нагрев. Механизация загрузки и выгрузки в этих печах достигается с помощью манипулятора или специальных механизмов. Эти печи могут работать как в камерном режиме, когда топливо подается по длине печи равномерно, так и в методическом, при котором расход топлива (и соответственно температура) по зонам распределяется неравномерно. Печи очень компактны.
Особенно широкое применение карусельные печи нашли за рубежом.
4. ПЕЧИ СКОРОСТНОГО И БЕ30КИСЛИТЕЛШ0Г0 НАГРЕВА
Эти печи применяются только в случаях для получения особо точных поковок, что объясняется технической сложностью агрегатов.
4.1. Печи скоростного нагрева
Большинство установок базируется на использовании принципа атакующей струи (скоростного - конвективный нагрев). Другая разновидность нагрева - это использование радиационного прямого и косвенного нагрева. Конструкции печей такие же, как описанные выше с соответствующими доработками.
А-А

Рис.8. Печь с вращающимся подом
4.2. Печи безокислительного нагрева
Обычно используются печи описанных выше конструкций с применением защитной атмосферы, за счет снижения коэффициента расхода воздуха  до 0,5...О,6, а также применения муфелей с защитной атмосферой. Имеются и другие способы.
до 0,5...О,6, а также применения муфелей с защитной атмосферой. Имеются и другие способы.
5. РАСЧЕТ ПРОДОЛЖИТЕЛЬНОСТИ НАГРЕВА ЗАГОТОВОК
5.1. Общие положения
Продолжительность нагрева - время, которое необходимо для нагрева слитка или заготовки по заданному режиму, зависит от следующих факторов:
1) марки материала и толщины нагреваемых заготовок (слитков);
2) формы сечения и способа укладки заготовок (слитков) на поду печи;
3) температуры рабочего пространства печи и конечной
температуры нагрева металла.
Материалы с меньшей теплопроводностью требуют большего времени нагрева. При нагреве тонких заготовок разность температур по сечению невелика, что уменьшает возникновение температурных напряжений, которые могли, бы привести к трещинам, а поэтому такие заготовки можно нагревать с той скоростью, которую допускает печь. По мере увеличения толщины заготовки разность температур по сечению возрастает. Чем выше температура печи и меньше теплопроводность стали, тем больше разность температур в нагреваемой заготовке, т.е. одна и та же заготовка при нагреве может вести себя по-разному; при невысокой температуре ведет себя так же, как «тонкая», а при высокой, как «толстая». Для установления границ «тонких» и толстых заготовок пользуются следующей формулой (2):
 (1)
(1)
где  - коэффициент теплоотдачи,
- коэффициент теплоотдачи, 

 - толщина заготовки, м;
- толщина заготовки, м;
- коэффициент теплопроводности,  ,
,
 , определяется для углеродистой стали при температуре 0 0С по формуле
, определяется для углеродистой стали при температуре 0 0С по формуле
 (2)
(2)
где C, Mn, S – содержание углерода, марганца и кремния, %.
Затем по таблице 1определяют теплопроводность в зависимости от температуры (можно пользоваться и табл. 1 прил.) /8/.
Таблица 1
| Температура, 0С | ||||||
| Величина коэф.
| 0,95 
| 0,85 
| 0,75
| 0,68
| 0,68
| 0,73
|
При  - область "тонких" заготовок, при
- область "тонких" заготовок, при  - область "толстых" заготовок. Между этими значениями
- область "толстых" заготовок. Между этими значениями  - переходная область.
- переходная область.
На рис. 9 для стали с теплопроводностью 
 представлены графически области "тонких" и "толстых" заготовок в зависимости от температуры печи, и переходной области между ними. Этой диаграммой можно пользоваться для приближенного определения "тонких" заготовок из углеродистой и малолегированной сталей.
представлены графически области "тонких" и "толстых" заготовок в зависимости от температуры печи, и переходной области между ними. Этой диаграммой можно пользоваться для приближенного определения "тонких" заготовок из углеродистой и малолегированной сталей.
Расположение заготовок на поду печи также влияет на продолжительность нагрева (рис. 10) -/2,4,7/.
Время нагрева расчетное или взятое из таблиц для одиночного расположения заготовок необходимо умножить на этот коэффициент (рис.10)

Рис. 9. области тонких и толстых заготовок в печи с постоянной температурой.
5.2. Продолжительность нагрева "тонких" заготовок /2/
При постоянной температуре печи, что имеет место в практике, ее можно определить по формуле:
 (3)
(3)
где - толщина нагреваемой заготовки, м:; при двухстороннем нагреве берут половину толщины  , а при одностороннем – полную толщину ;
, а при одностороннем – полную толщину ;
 - плотность металла,
- плотность металла,  ;
;
 - средняя теплоемкость металла (табл. 2,3,4,5 прил.);
- средняя теплоемкость металла (табл. 2,3,4,5 прил.);
 - коэффициент формы, равный для плоской заготовки -1, для, заготовки круглого сечения - 2, для шара 3;
- коэффициент формы, равный для плоской заготовки -1, для, заготовки круглого сечения - 2, для шара 3;
 - температура печи, °С;
- температура печи, °С;
 и
и  - начальная и конечная температуры металла, °С;
- начальная и конечная температуры металла, °С;
- коэффициент теплоотдачи  ,
,
 (4)
(4)
 - приведенный коэффициент излучения;
- приведенный коэффициент излучения;
где  - степень черноты пространства рабочей камеры печи;
- степень черноты пространства рабочей камеры печи;
 - коэффициент излучения абсолютно черного тела, равный
- коэффициент излучения абсолютно черного тела, равный 
- приведенный коэффициент излучения;
где - степень черноты пространства рабочей камеры печи;
- коэффициент излучения абсолютно черного тела, равный  или
или 
 - температура печи, К;
- температура печи, К;
 - начальная температура нагреваемого металла.
- начальная температура нагреваемого металла.
Для расчетов принимаем /2/  и
и  (температура по кельвину равна
(температура по кельвину равна  ).
).
Для слитков и заготовок толщиной более 100 мм с достаточной для практики точностью продолжительность нагрева можно определить по формуле Н.Н Доброхотова:
 (5)
(5)
где  - полная продолжительность нагрева, ч;
- полная продолжительность нагрева, ч;
- диаметр или толщина слитка (заготовки), м;
К - коэффициент, равный 10 для конструкционной углеродистой и низколегированной сталей;
- коэффициент, учитывающий способ укладки заготовок на поду печи (рис. 10).

Рис. 10. Изменение коэффициента  в зависимости расположения заготовок на поду печи.
в зависимости расположения заготовок на поду печи.
В табл. 2 приведена степень черноты различных сплавов .
Таблица 2
| Сплавы | Температура 
|
|
| Алюминий окисленный | 200-600 | 0,11-0,19 |
| Сталь литая необработанная | 925-1115 | 0,37-0,95 |
| Сталь окисленная | 200-1200 | 0,7-0,9 |
| Чугун окисленный | 200-600 | 0,64-0,78 |
| Латунь окисленная | 200-600 | 0,61-0,59 |
| Медь окисленная | 200-600 | 0,57 |
5.3. Продолжительность нагрева «толстых» заготовок /2/
Продолжительность нагрева для высокоуглеродистой и высоколегированной сталей разбивается на 2 периода: от 0 до 950 °С и от 850 до 1200 °С, при этом коэффициент К для первого периода принят 13,3, а для второго - 6,7.
Приближенно продолжительность нагрева конструкционных и низколегированных сталей в методических печах с температурой отходящих газов 800-850 °С можно определять по формуле Н.Ю.Тайца:
 (6)
(6)
где - продолжительность нагрева, мин;
- толщина слитка или заготовки, см.
Количество одновременно нагреваемых заготовок на поду печи определяется из выражения:

где  - количество заготовок, нагреваемых за 1 час (часовая производительность штамповочного агрегата);
- количество заготовок, нагреваемых за 1 час (часовая производительность штамповочного агрегата);
- продолжительность нагрева заготовок, ч.
5.4. Экспериментальные данные.
Для определения времени нагрева заготовок обычно пользуются табл. 3,4. /4,7/.
Время в этих табл. дается для одиночной укладки заготовок на поду печи. При ином расположении данное время следует увеличить на коэффициент в соответствии с рис. 10.
Для определения продолжительности нагрева (мин) углеродистой конструкционной стали от 0 - 20 С до 1200 °С пользуются табл. 3:
Таблица 3
| Температура рабочего пространства печи 1300 0С | |||||
| Температура нагрева заготовки 1200 0С | |||||
| Профиль заготовки | |||||
| Диаметр или сторона сечения | Круг | Квадрат | Диаметр или сторона сечения | Круг | Квадрат |
| 2,5 | |||||
| 4,5 | 22,5 | 29,5 | |||
| 32,5 | |||||
| 6,5 | 27,5 | ||||
| 10,5 | |||||
| 17,5 | 39,5 | 51,5 | |||
| 42,5 | 55,5 | ||||
Примечание. 1. Различное расположение заготовок на поду печи учитывается коэффициентом (см. рис. 10).
2. Для инструментальной углеродистой и для среднеуглеродистой сталей табличное время нагрева увеличивается на 25-30 %, для высоколегированных сталей – на 30-50 %. Увеличение времени лучше брать в большую сторону.
3. Для учета влияния длины заготовки табличное время умножается на коэффициент К в зависимости от отношения для заготовки l к линейному размеру сечения d или a:

| 1,5 | |||
| K | 0,98 | 0,92 | 0,71 |
Если заготовки уложены рядом в торец одна к другой, то за l следует брать сумму длин заготовок, уложенных в торец.
Для определения продолжительности нагрева (мин) от 700-750 до 1200-1250 °С кузнечных заготовок из конструкционной углеродистой и низколегированной сталей при температуре рабочего пространства 1300-1350 °С следует пользоваться табл. 4.
Таблица 4
| Диаметр, сторона квадрата, мм | Профиль заготовки | |||
| Круглый | Квадратный | |||
| Расположение заготовок на поду печи | ||||
| Одиночное | На расстоянии
| Одиночное | На расстоянии 
| |
| 1,2 | 1,5 | |||
| 2,4 | ||||
| 3,6 | 5,5 | |||
| 4,8 | ||||
| 6,5 | ||||
| 10,5 | 16,5 | |||
| 19,5 | ||||
| 15,5 |
Примечание. 1. Для заготовок высоколегированных и инструментальных сталей продолжительность нагрева увеличивается на 25-30%.
2. Продолжительность нагрева до 700-750 0С может быть определена при одиночном расположении заготовок по формуле для сталей углеродистой конструкционной и низколегированной (а), для высоколегированной и инструментальной (б).
| Круг | Квадрат |

| 
|
а.
б.
| Круг | Квадрат |

| 
|
d и а измеряются в см.
6. РАСЕТ ПРОИЗВОДИТЕЛЬНОСТИ И РАЗМЕРОВ ПОДА ПЕЧИ
6.1. Обозначения
Производительность печи  кг/ч.
кг/ч.
Масса нагреваемой заготовки  , кг.
, кг.
Производительность печи:
 шт/ч. (7)
шт/ч. (7)
Продолжительность нагрева заготовки  , ч.
, ч.
Площадь проекции заготовки на под  , м2.
, м2.
Площадь пода, занятая металлом (при условии укладки заготовок вплотную),
 (8)
(8)
где n – число заготовок находящихся одновременно в печи.
Коэффициент нагрузки пода:
 (9)
(9)
(для камерных печей с периодической нагрузкой
 для печей с непрерывной загрузкой
для печей с непрерывной загрузкой
 ).
).
Напряженность (удельная производительность) пода печи:
 . (10)
. (10)
6.2. Расчет
Число заготовок, которые должны одновременно находиться в печи:
 (11)
(11)
Площадь пода печи:
 (12)
(12)
Производительность печи:
 (13)
(13)
При расчете печи (или печей, если их потребуется несколько) следует исходить из правила; что нагрев должен обеспечить такое количество заготовок какое требуется для бесперебойной работы штамповочного агрегата, т.е. его производительность:  печи
печи  штамповочного агрегата.
штамповочного агрегата.
При выборе печи следует учитывать КПД по табл. 5 /б/.
Таблица 5
| Печь | Нагрев | КЦД печи |
| Каменная | ||
| очковая | Концов заготовки перед штамповкой | 0,15 |
| щелевая | Концов или всей заготовки перед штамповкой | 0,20 |
| с неподвижным подом | заготовок перед ковкой и штамповкой | 0,2-0,25 |
| с выдвижным подом | Холодных слитков под ковку | 0,18-0,22 |
| Проходная | Прутков перед резкой | 0,30-0,4 |
| Полуметодическая | Заготовок перед ковкой и штамповкой | 0,30-0,35 |
| С тарельчатым подом | Под ковку и штамповку | 0,18-0,22 |
| С кольцевым вращающимся подом | Под ковку и штамповку | 0,35-0,4 |
| Скоростного конвективного нагрева | Перед штамповкой | 0,25-0,3 |
Примечание. Большие значения КПД относятся для печей, оборудованных рекуператорами.
В кузнечных пламенных печах используется газообразное, жидкое и твердое топливо.
Наиболее удобно использование газообразного, затем жидкого топлива. Твердое топливо связано с рядом неудобств по его транспортировке к печам и удалению золы, поэтому его применение нежелательно.
7. НАИБОЛЕЕ ШИРОКО ПРИМЕНЯЕМЫЕ ПЛАМЕННЫЕ ПЕЧИ
При расчетах курсовых и дипломных проектов наиболее часто встречаются такие технологические операции, как:
- нагрев прутков перед резкой на ножницах;
- нагрев концов заготовок под штамповку (например, на ГКМ);
- нагрев заготовок (полностью) под штамповку.
При выборе печи (ее механизации) следует учитывать также и серийность производства.
Типы наиболее широко применяемых пламенных печей для нагрева прутков перед резкой и заготовок под штамповку приведены в табл. 6. Они используются в основном для заготовок из сталей диаметром не более 100 мм.
Таблица 6
| Технологическая операция | Серийность производства | Тип печи |
| Нагрев прутков перед резкой на заготовки | Серийное и массовое | Печь проходная, с подъемно-шагающими балками (рис.5), или с другими механизмами перемещения прутков |
| Нагрев концов заготовок перед штамповкой на ГКМ или других штамповочных агрегатах | Мелкосерийное и массовое | Печь очковая, стационарная (камерная или вращающаяся (рис.4). Печь щелевая (рис.3). Заготовки загружаются и выгружаются вручную |
| Мелкосерийное и массовое | печь щёлевая с механизированной загрузкой и выгрузкой заготовок, проходного типа. Холодные концы заготовок находятся на конвейере или другом механизме перемещения | |
| Нагрев заготовок перед штамповкой | Мелкосерийное и серийное | Одно и двухкамерные печи, загрузка и выгрузка заготовок вручную (рис. 1.2) |
| Крупносерийное и массовое | Однозначные, проходные толкательные печи (рис 6.), методические печи (рис. 7), печи с вращающимся подом (рис. 8). Загрузка, прохождение заготовки через печь и выгрузка заготовок механизированы |
Для нагрева заготовок из меди, алюминия и их сплавов лучше применять индукционный нагрев (при крупносерийном и массовом производстве) и печи сопротивления (при мелкосерийном и серийном производстве). Для этого следует пользоваться методикой для расчета и выбора индукционных нагревателей, для выбора электропечей сопротивления - справочниками /4,7/ исходя из производительности штамповочного агрегата и габаритов заготовки.
8. ПОРЯДОК РАСЧЕТА И ВЫБОРА ПЛАМЕННЫХ ПЕЧЕЙ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД РАЗРЕЗКУ И ШТАМПОВКУ
Для проведения расчета и выбора нагревательной печи необходимо:
- изучить материал настоящей методики;
- иметь исходные данные (марка материала, геометрические
размеры заготовки, режим нагрева, рабочая производительность штамповочного агрегата, производственные, экономические и энергетические условия, в которых будет работать печь, серийность производства);
- сориентироваться по табл. 5.6 и табл. 6-13 (прил.), какой тип печи подходит для технологического процесса;
- определить "тонкая" или "толстая" нагреваемая заготовка;
- рассчитать время нагрева заготовки (сравнить с табл. 3.4), необходимую площадь пода печи, ее производительность;
- выбрать до табл. 6-13 (прил.) соответствующую печь. Можно пользоваться другими каталогами и руководящими материалами на нагревательное оборудование.
В случае, если ни одна типовая печь не подходит, студент должен разработать техническую заявку на специальную печь.
При необходимости перевода одной системы мер в другую можно пользоваться табл. 2,14,15,16 (прил.) /1,8/.
9. ПРИМЕРЫ РАСЧЕТА И ВЫБОРА ПЛАМЕННЫХ ПЕЧЕЙ ДЛЯ НАГРЕВА ЗАГОТОВОК
9.1. Нагрев прутков перед разрезкой их на заготовки
Исходные данные: Пруток диаметром 80, длина - до 6000 мм, сталь 40Х, температура нагрева 600 °С /4,7/, требуемая производительность  прутков в час, энергоноситель - природный газ, производство - массовое, температура печи 800 °С.
прутков в час, энергоноситель - природный газ, производство - массовое, температура печи 800 °С.
В соответствии с табл. 5, 6 и табл. 6 (прил.) предварительно выбираем печь с шагающими балками.
По диаграмме рис.9 определяем, что диаметр 80 относится к "тонким" заготовкам.
Рассчитываем время нагрева прутка до температуры 600 °С по формуле (3):

При двустороннем нагреве:
 м,
м,
Среднее

(  при температурах 0 и 600 0С берем из табл. 3.4 (прил.))
при температурах 0 и 600 0С берем из табл. 3.4 (прил.))
По формуле (4) определяем в начале периода:
В конце периода:

 за интервал от 0 до 600 0С.
за интервал от 0 до 600 0С.

Продолжительность нагрева до температуры 600 0С (3):

или  мин.
мин.
Принимаем, то расстояние между прутками в печи с шагающими балками будет равно диаметру заготовки . Тогда (рис. 10) время Z нужно умножить на коэффициент 1,2, т.е.:

Рассчитываем необходимую площадь пода печи (см. разд. 6).
Производительность печи  задана и равна 40 шт./ч (прутков в час).
задана и равна 40 шт./ч (прутков в час).
Определим - необходимую производительность печи, кг/ч.
Масса прутка 

Определяем необходимую площадь пода печи. Сначала по формуле (8) находим площадь, занятую металлом:
 .
.
Для этого определяем количество заготовок по поду печи:
 шт.
шт.
Далее определяем площадь , занимаемую прутком с учетом того, что расстояние между прутками равно 80 мм (диаметр прутка):
 м2.
м2.
Отсюда:
 м2.
м2.
Площадь пода (12):
 м2.
м2.
По производительности  кг/ч необходимой площади пода
кг/ч необходимой площади пода  , по табл. 6 (прил.) выбираем печь с шагающими балками НЮЮ-75.8.9/8.
, по табл. 6 (прил.) выбираем печь с шагающими балками НЮЮ-75.8.9/8.
Характеристики печи
Размеры рабочего пространства печи
(ширина х глубина х высота), мм…………………………......7540 х 1276 х 900
Условная площадь пода, м2……………………………………9,3
Производительность, кг/ч……………………………………...1400
Наибольший расход топлива (природный газ)……………….500
9.2. Нагрев концов прутков перед штамповкой
Исходные данные
Материал – сталь 40;
Размеры заготовки – диаметр 45;  мм;
мм;
Температура печи – 1300 оС;
Температура нагрева /4,7/ - 1150+50 oC;
Энергоноситель – природный газ;
Нагреваемая часть – 200 мм;
Производство: а) мелкосерийное  шт/ч;
шт/ч;
б) массовое  шт/ч.
шт/ч.
Предварительно по таблице 5 и 6 выбираем щелевую печь. Рассчитываем коэффициент  нет необходимости, т.к. диаметр заготовки 45 и сталь среднеуглеродистая, конструкционная. В соответствии с диаграммой (рис. 9) такая заготовка относится к «тонким».
нет необходимости, т.к. диаметр заготовки 45 и сталь среднеуглеродистая, конструкционная. В соответствии с диаграммой (рис. 9) такая заготовка относится к «тонким».
Рассчитываем время нагрева заготовки. Так как расчет аналогичен примеру 9.1, производить его нет необходимости, то используем данные табл. 3, откуда  мин,
мин,  . Заготовки в печи укладываются в плотную, поэтому коэффициент укладки заготовок равен 2 (рис. 10).
. Заготовки в печи укладываются в плотную, поэтому коэффициент укладки заготовок равен 2 (рис. 10).
Тогда

Определяем количество заготовок, которые одновременно должны находится в печи.
Для мелкосерийного производства:
 заготовок.
заготовок.
Площадь, занимаемая металлом:

По (9)  , тогда
, тогда 
Для массового производства:
 м2.
м2.
Определяем необходимую производительность печи (13).
Для мелкосерийного производства:
 кг/ч.
кг/ч.
Для массового производства:
 кг/ч.
кг/ч.
Выбор печи.
Для мелкосерийного производства:
 м2,
м2,  кг/ч.
кг/ч.
По таблице 7(прил.) выбираем камерную щелевую механизированную печь НШО - 8.6.6,5/13. По площади пода и глубине рабочего пространства подходит печь НШО – 6.4,5/13, однако, по производительности она не подходит, поэтому выбираем первую.
Характеристики печи НШО - 8.6.6,5/13
Размеры рабочего пространства, мм…………….812 х 580 х 650
Условная площадь пода, м2 ……………………...0,5
Производительность, кг/ч………………………...200
Наибольший расход газа, м3/ч......………………300
Для массового производства:

По табл. 8 (прил.) выбираем щелевую механизированную конвейерную печь НШОП – 16.12.11/13 горизонтальное исполнение. Печь НЩОП – 12.8.9/13 не подходит по производительности и площади пода.
Характеристики печи
Размеры рабочего пространства, мм………………………….1624 х 1160 х 1100
Условная площадь пода, м2…………………………………....1,9
Производительность, кг/ч……………………………………...6
Наибольший расход газа, м3/ч…………………………………80
9.3. Нагрев заготовок перед штамповкой
Материал – сталь 40Х;
Размеры заготовки – диаметр 80;  мм;
мм;
Температура печи – 1300 оС;
Температура нагрева - 1150+50 oC;
Производительность штамповочного агрегата:
а) мелкосерийное  шт/ч;
шт/ч;
б) массовое  шт/ч.
шт/ч.
Энергоноситель – природный газ.
В соответствии с табл. 5,6 и табл. 9,12 (прил.) предварительно выбираем печи: камерную со стационарным подом и с вращающимся подом.
Производим расчет коэффициента для определения «толстая» и «тонкая» заготовка.
По формуле (1):
 .
.
Находим начальный коэффициент теплоотдачи  по формуле (4):
по формуле (4):

Для определения можно пользоваться справочными данными, а мы используем формулу (2) и табл. 1:

По справочникам /4,7/ сталь 400имеет (в среднем): 
Отсюда:

По табл. 1:


В начальный момент, когда заготовка только помещена в печь, перепад температур между заготовкой и печью самый высокий:

В момент, когда температура поверхности заготовки достигла 1200 0С:

Рассматривая коэффициенты приходим к выводу, что заготовка в настоящих условиях «тонкая», т.к. значительно < 50 и ближе к 0,25 (см. разд. 5). По диаграмме (рис.9) следует тот же вывод.
Рассчитываем время нагрева по формуле (3):

 определяем по табл. 3.4 (прил.). при 0 и 300 оС значения
определяем по табл. 3.4 (прил.). при 0 и 300 оС значения  практически равны.
практически равны.
Определяем 

Ф=2 – для круглой заготовки. Тогда (3):

В соответствии с табл. 3 время нагрева диаметром 80 при одиночном расположении на поду печи  мин.
мин.
Принимаем большее время нагрева.
Расчет площади пода печи.
В соответствии с заданием производительность при мелкосерийном производстве шт/ч.
Укладку заготовок на поду печи принимаем на расстоянии диаметра друг от друга, поэтому (рис. 10) время:
 мин.
мин.  ч
ч  ч.
ч.
Определяем количество заготовок, которые должны одновременно находится в печи для обеспечения заданной производительности (11):

Для мелкосерийного производства:
 заготовок.
заготовок.
Для массового производства:
 заготовки.
заготовки.
Площадь под каждую заготовку с учетом зазора между ними, равно диаметру:

Площадь пода (под металл) – расчетная (8).
Для мелкосерийного производства:

С учетом коэффициента загрузки (9) площадь пода печи:

Для массового производства:
 м2,
м2,
 м2.
м2.
Производительность печи:
Масса заготовки  кг.
кг.
Для мелкосерийного производства:
 кг/ч.
кг/ч.
Для массового производства:
 кг/ч.
кг/ч.
Выбор печи:
Для мелкосерийного производства:
 м2,
м2,  кг/ч.
кг/ч.
По табл. 9 (прил.) подходит камерная печь со стационарным подом ННО – 10.14.8/13. Чтобы не терять времени, когда нагревается "садка", рабочую камеры печи можно разделить на 2 зоны по 0,6 м2 каждая (0,1 м2 на перегородку) и работать поочередно из каждой зоны (одна нагревается, другая вырабатывается).
Характеристика печи HH0-I0.I4.8/I3
Размеры рабочего пространства, мм ......................1044x1392x800.
Площадь пода, м2 ……………………………………1,4
Производительность, кг/ч…………………………...560
Наибольший расход природного газа, м3/ч…………75
Габариты рабочего пространства (и площадь пода) позволяют разделить его на 2 части или поставить рядом две печи и работать поочередно (площадь пода каждой печи 0,7 м2).
Для массового производства (  производительность
производительность  ).
).
По табл. 13 (прил.) выбираем печь с вращающимся подом
HA0K-50.I0.6/I3.
Характеристика печи
Размеры рабочего пространства, мм…………………………….5000x1000x600
Условная площадь пода, м2……………………………………...12,6
Производительность, кг/ч………………………………………...2500
Наибольший расход топлива (природный газ), м3/ч ………… ...315
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Шишков А.А. Справочник термиста. М.: Машиностроение,
1952. 287 с.
2. Касенков М.А. Нагревательные устройства кузнечного производства. М.: 1962. 472 с.
3. Общемашиностроительныё типовые и руководящие материалы
(ОМТРМ) 5432-002-66. - Термическое и нагревательное оборудование для машиностроения. 4.2. Термическое оборудование на газообразном и жидком топливе для процессов термической обработки и нагрева металла под обработку давлением. М.: НИИМАШ, 1966. 287 с.
4. Ковка и объемная штамповка. Справочник. T.1/Под ред.
М.В.Сторожева. М.: Машиностроение, 1967. 435 с.
5. Сатановский Л.Г., Ю.А.Мирский. Нагревательные и термические печи в машиностроении. М.: Металлургия, 1971. 383 с.
6. Немзер Г.Г., Шамов А.Н. Нагрев металла под ковку и штамповку. Вып. 2./ Под общ. ред. П.В.Камнева и А.П.Атрошенко. Л.:, Машиностроение. Ленинград. отд., 1981. 103 с.
7. Ковка и штамповка. Справочник. Т.1/Под ред. Е.И. Семенова. М.: Машиностроение, 1985. 567 с,
8. Э.И.Спивак. Методы ускоренных расчетов нагревательных печей. М.:Металлургия, 1988. 144 с.
Приложение
Таблица 1
Коэффициент теплопроводности  , Вт/(м×°С)
, Вт/(м×°С)
| Сталь | Температура оС | |||||||||||
| Низко Углеро дистая | 56,6 | 52,7 | 48,5 | 40,8 | 37,1 | 34,2 | 30,1 | 27,3 | 27,7 | 28,5 | - | |
| Средне Углеро дистая | 49,3 | 48,1 | 45,6 | 42,4 | 39,1 | 35,7 | 32,4 | 26,2 | 26,9 | 29,8 | ||
| Высоко Углеро дистая | 46,5 | 40,8 | 37,7 | 32,3 | 29,2 | 24,1 | 25,2 | 26,6 | 27,9 | 29,5 | ||
| Низко Легиро ванная (хромо никелевая) | 36,4 | 37,9 | 36,8 | 36,9 | 34,5 | 32,4 | 27,2 | 26,4 | 27,7 | 28,8 | 29,4 | |
| Жаро прочная (хромо никелевая) | 16,3 | 19,6 | 24,8 | 26,3 | 27,8 | - | -
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.
|