|
|
Изменение свойств стали в процессе нагрева.
Федеральное агентство по образованию
ГУВПО
Тульский государственный университет
Кафедра «Механика пластического формоизменения»
НАГРЕВ И НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
Расчет и выбор преобразователя частоты и индукционного нагревателя для нагрева заготовок под объемную штамповку.
Методические указания для курсового и дипломного проектирования направление: «Машиностроительные технологии и оборудование»
Специальность: «Машины и технология обработки металлов давлением»
Форма обучения: очная
Тула 2010
Расчет и выбор преобразователя частоты и индукционного нагревателя при курсовом и дипломном проектировании.
Основы индукционного нагрева.
Сущность метода.
Сущность индукционного нагрева заключается в том, что металлическая заготовка, помещенная в переменное магнитное поле, нагревается в основном за счет джоулева тепла, возникающего в ней вследствие индуцированных вихревых токов.
В качестве источников переменного магнитного поля при индукционном нагреве применяются устройства, называемые индукторами.
Индуктор 1 (рис. 1) является по существу соленоидом, по которому пропускается переменный ток I. Внутрь индуктора помещается нагреваемая заготовка 2, выполняющая роль сердечника.
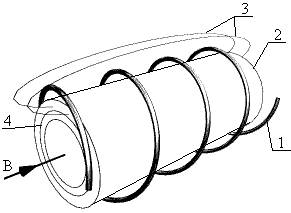
Рисунок 1. Расположение магнитных линий соленоида(индуктора) и направление вихревых токов в нагреваемой заготовке.
При пропускании по обмотке индуктора переменного тока возникает переменное магнитное поле индукции 3, под влиянием в заготовке индуктируются вихревые токи 4 (токи Фуко), которые замыкаясь в плоскостях, перпендикулярных к вектору магнитной индукции  , вызывают нагрев заготовки, сначала в поверхностном слое, а затем теплопроводностью всего сечения заготовки.
, вызывают нагрев заготовки, сначала в поверхностном слое, а затем теплопроводностью всего сечения заготовки.
Изменение свойств стали в процессе нагрева.
При нагреве стали изменяется ее магнитная проницаемость и удельное сопротивление.
Под действием магнитного поля соленоида ферромагнитное вещество (заготовка) намагничивается и само создает магнитное поле. В результате происходит сложение магнитных полей соленоида и ферромагнитного вещества, что вызывает увеличение плотности силовых линий. Отношение числа силовых линий, проходящих через определенную площадку в присутствии данного вещества, к числу магнитных силовых линий при отсутствии данного вещества (  ).
).
Иначе говоря, магнитная проницаемость показывает, во сколько раз результирующее поле в намагниченной среде сильнее или слабее поля создаваемого током в вакууме.
В международной системе единиц магнитная проницаемость определяется как произведение:
 ,
,
где  - относительная магнитная проницаемость среды – безразмерная величина, равная отношению
- относительная магнитная проницаемость среды – безразмерная величина, равная отношению  ;
;  - магнитная проницаемость пустоты, или как ее еще называют, магнитная постоянная, имеющая размерность, Гн/м, или Ом∙сек/м.
- магнитная проницаемость пустоты, или как ее еще называют, магнитная постоянная, имеющая размерность, Гн/м, или Ом∙сек/м.
В международной системе единиц  = 4∙10-7 Гн/м.
= 4∙10-7 Гн/м.
Необходимо отметить, что в отличие от относительная магнитная проницаемость не является постоянной величиной и изменяется от материала и состояния вещества. Так, например, у всех диамагнитных веществ и, в частности у меди, < 1 и составляет 0,999995. У парамагнитных веществ, к которым относится и воздух, > 1 и составляет 1,0000031.
Для технических расчетов относительная магнитная проницаемость диамагнитных и парамагнитных веществ принимается равной единице.
Особую группу составляют ферромагнитные вещества, к которым относятся стали. Относительная магнитная проницаемость у них может достигать нескольких тысяч.
При температурах выше 800оС удельное сопротивление сталей различных марок почти одинаково. В среднем можно принять удельное сопротивление в интервале температур 800-900оС приблизительно равным 10-6Ом∙м.
Зависимость удельного сопротивления от температуры для стали с содержанием углерода 0,4…0,5% приведены на рисунке 2. Из кривой видно, что на промежутке 16 – 800оС удельное сопротивление возрастает примерно в пять раз, затем практически остается постоянным.
Магнитная проницаемость слабо зависит от температуры примерно до 650-700оС, после чего резко уменьшается и достигает величины примерно равной магнитной проницаемости вакуума (рис. 2).
Это связанно с тем, что при нагреве до температуры около760оС (точка Кюри) большинство сталей переходит из магнитного состояния в немагнитное.
Итак, с ростом температуры уменьшается магнитная проницаемость, резко возрастает глубина проникновения тока в сталь(рис. 2), табл. 1.
Рисунок 2. Зависимость относительной магнитной проницаемости и удельного сопротивления.
Глубину проникновения тока до температуры 700-750оС называют «холодной», а выше температур 750 -800оС - «горячей» глубиной проникновения тока.
При нагреве сталь теряет магнитные свойства, прогреваясь от слоя к слою, от поверхности внутрь.
Из теории распространения электромагнитных волн в металлических проводниках известно, что при падении волны на поверхность плотность вихревого тока убывает вглубь проводника. График зависимости амплитуды плотности тока  от глубины проникновения в металл
от глубины проникновения в металл  показан на рисунке 3. На графике по оси абсцисс отложено расстояние от поверхности проводника(глубина проникновения в металл), мм; по оси ординат
показан на рисунке 3. На графике по оси абсцисс отложено расстояние от поверхности проводника(глубина проникновения в металл), мм; по оси ординат  , где
, где  - амплитуда плотности тока у поверхности проводника.
- амплитуда плотности тока у поверхности проводника.
Из графика видно, что плотность тока резко убывает вглубь заготовки, резко уменьшается  , следовательно и - .
, следовательно и - .
Величина  выбирается такой толщины, при которой выделяется около 90% тепловой энергии. В практике для упрощения расчета пренебрегают 10% тепла, выделившемся в слое
выбирается такой толщины, при которой выделяется около 90% тепловой энергии. В практике для упрощения расчета пренебрегают 10% тепла, выделившемся в слое  , и условно считают, что ток течет лишь в слое . При этом величину называют глубиной проникновения тока в металл.
, и условно считают, что ток течет лишь в слое . При этом величину называют глубиной проникновения тока в металл.
При таком допущении:
 , м, (1)
, м, (1)
где  выражено в Ом∙м;
выражено в Ом∙м;  - частота тока, Гц; - магнитная проницаемость, безразмерная величина.
- частота тока, Гц; - магнитная проницаемость, безразмерная величина.
Формула носит название формулы Штейметца и широко применяется в расчетах.
Рисунок 3. Зависимость амплитуды плотности тока от глубины проникновения в металл z.
При расчете стальных заготовок:
для T = 1150оС, = 1,27∙10-6Ом∙м, = 1,0;
для T = 25оС, = 1,0457∙10-7Ом∙м, = 270.
Из формулы (1) следует, сто глубина проникновения вихревых токов в металл растет с увеличением электрического сопротивления и уменьшается при возрастании относительной магнитной проницаемости металла (рис. 2), т.е. растет с ростом температуры заготовки. С увеличением частоты тока глубина проникновения уменьшается и наоборот.
Для расчета глубины проникновения тока можно использовать аналогичные формулы.
Как было сказано выше, в процессе нагрева заготовки тепло передается от ее поверхности к центру. Поверхность на глубину проникновения тока нагревается токами Фуко, а центральная часть заготовки получает тепло за счет теплопроводности материала. Характер изменения температуры (при обычном нагреве) на поверхности (t0) и в центре (tц) заготовки по времени нагрева показан на рисунке 4.
Рисунок 4. Зависимость температуры от времени нагрева (в зоне электромагнитного поля) и охлаждения (вне зоны).
Разность температур между поверхностью и центром  определяет неравномерность нагрева заготовки по сечению в момент окончания нагрева (участок А). При этом перепад в 100 – 1500С практически допустим для большинства сталей. За время передачи заготовки к кузнечно-штамповочному агрегату (2-3сек.) эта разница может существенно уменьшиться,
определяет неравномерность нагрева заготовки по сечению в момент окончания нагрева (участок А). При этом перепад в 100 – 1500С практически допустим для большинства сталей. За время передачи заготовки к кузнечно-штамповочному агрегату (2-3сек.) эта разница может существенно уменьшиться,  0 (участок Б), так как поверхность заготовки охлаждается, а передача тепла к центру продолжается. Наконец, если время между окончанием нагрева и штамповкой достаточно велико, температура поверхности заготовки становится ниже температуры центра и начинается передача тепла в обратном направлении от центра к поверхности – заготовка охлаждается (участок В).
0 (участок Б), так как поверхность заготовки охлаждается, а передача тепла к центру продолжается. Наконец, если время между окончанием нагрева и штамповкой достаточно велико, температура поверхности заготовки становится ниже температуры центра и начинается передача тепла в обратном направлении от центра к поверхности – заготовка охлаждается (участок В).
В случае технологической необходимости и более равномерном нагреве заготовки для выравнивания температуры по сечению и длине применяют термостаты, в которых заготовка выдерживается не подвергаясь воздействию электромагнитного поля.