|
|
Технолог.процессы и оборуд.в пр-ве узорчатого стекла.
Узорчатое стекло изготавливается способом прокатки листового стекла с рельефным рисунком на одной или обеих сторонах.
ОАО Гродненский стеклозавод – единственный в РБ. Произв.мощности предпр-я по пр-ву прокатного стекла примерно 1.3млн.кв.м в год. Предпр-я экспортируют свою прод-ю в 7 стран
,в том числе РФ И Украина. Объем экспорта 6.2млн.долл.Доля экспорта в объеме пр-ва 43,8%. Узорчатое стекло выпускается в соотв.с ГОСТ 5533.
Технич.требования:1)листы стекла должны иметь прямоугольную форму,разность длин диагоналей листов стекла 1 сорта не должна превышать 5 мм,листов 2 сорта 7мм.2)стекло должно быть отожженным. В-на остаточных внутр.напряжений бесцветного стекла не должна быть более 100нм/см. 3)водостойкость не ниже 4 гидравлич.класса. 4) стекло должно пропускать и рассеивать световой коэффициент общего светопропускания бесцветного стекла,имеющего узор,на одной стороне листа не менее 0,75, имеющего узор не более 0.70.
Стекло выпускают бесцветное и окрашенное (оксид кальция-синий, оксид магния-фиолетовый,оксид купрума-голубой). Изготавл.методом проката или же выпускают листовое утолщенное стекло с толщиной до 15мм, армир.профилир-ое,коврово-мозаичные плитки. Использ.стекла след.состава (для пр-ва методом проката): оксид Si-75,5%, оксид Al-0/8-1%, оксид Na – 13.1-13.8, оксид Ca-8.4-8.9%, оскид Mg -3.4-3.6%.
Схема непрерывного проката листового стекла
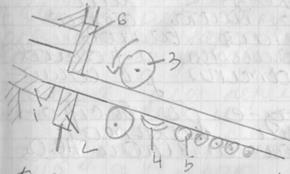
1-сливной брус,2-лоток,3-прокатные вальцы, 4-металич.плита, 5-ролики, 6-шибер.
Бывают использ.регениративные печи с поперечным и подковообразным направлением пламени. Темп-ра формования 1100-1200 в зав-ти от ассортимента.Это выше др.темп-р. Эти печи отличаются малой выработочной частью. Нет необход.охлаждать массу до низких темп-р.
Принцип формования:стекломасса из студочной части (выработочной) по сливному брусу перемещается в приемный лоток прокатной машины. Кол-во массы регулируется шибером 6. Стекломасса прокатывается м/у валками и формуется в ленту стекла. Валки изготавливаются из жаропрочной стали и на их поверхности может быть нанесен рельефный рисунок. За валками идет метал.плита, а отформов.лента охлаждается там до темп-ры равной 850С. Далее идет по роликовому конвейеру в печь отжига. Сверху идет резка стекла, поэтому нижний ролик должен быть рельефным. Чтобы сохранить рельефную поверхность отжига стекла с рельефом на 20-30 С меньше чем t обжига сырого листа. Скорость движения валков прокатной машины и роликов конвейера печи обжига должны быть согласованы.