|
|
По данным, представленным в Таблице 2, выполнить анализ процесса, если объем выборок одинаков и равен 75.
Содержание
Задача 1. 3
Задача 2. 8
Задача 1
В таблице 1 приведены входные данные некоторого химического процесса, идущего в реакторе. Предельные значения по стандарту:  . Проведите анализ технологического процесса.
. Проведите анализ технологического процесса.
Таблица 1
| X1% | X2% | X3% | X4% | X5% | |
| 5,47 | 5,32 | 5,44 | 5,35 | 5,2 | |
| 5,19 | 5,37 | 5,31 | 5,25 | 5,34 | |
| 5,19 | 5,11 | 5,16 | 5,11 | 5,44 | |
| 5,29 | 5,29 | 5,42 | 5,59 | 5,38 | |
| 5,28 | 5,12 | 5,45 | 5,36 | 5,25 | |
| 5,4 | 5,35 | 5,11 | 5,38 | 5,33 | |
| 5,15 | 5,3 | 5,12 | 5,33 | 5,26 | |
| 5,35 | 5,44 | 5,32 | 5,11 | 5,38 | |
| 5,27 | 5,37 | 5,26 | 5,2 | 5,35 | |
| 5,23 | 5,45 | 5,26 | 5,37 | 5,32 | |
| 5,28 | 5,4 | 5,4 | 5,31 | 5,18 | |
| 5,31 | 5,25 | 5,24 | 5,32 | 5,22 | |
| 5,22 | 5,37 | 5,19 | 5,47 | 5,14 | |
| 5,37 | 5,32 | 5,12 | 5,38 | 5,3 | |
| 5,25 | 5,4 | 5,24 | 5,5 | 5,19 | |
| 5,07 | 5,31 | 5,23 | 5,18 | 5,32 | |
| 5,38 | 5,03 | 5,41 | 5,4 | 5,37 | |
| 5,35 | 5,12 | 5,29 | 5,48 | 5,2 | |
| 5,31 | 5,2 | 5,35 | 5,24 | 5,47 | |
| 5,312 | 5,27 | 5,38 | 5,4 | 5,31 | |
| 5,52 | 5,42 | 5,52 | 5,24 | 5,25 | |
| 5,2 | 5,31 | 5,15 | 5,03 | 5,28 | |
| 5,29 | 5,47 | 5,41 | 5,32 | 5,22 | |
| 5,28 | 5,27 | 5,22 | 5,32 | 5,54 |
Для того, чтобы построить контрольные карты по количественному признаку, необходимо преобразовать имеющуюся таблицу данных к следующему ввиду (рис. 1):
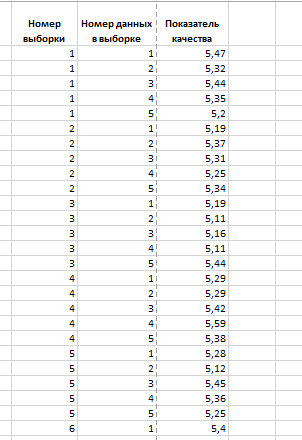
Рисунок 1
Копируем данные в новую рабочую книгу в программе Statistica, переименовываем переменные в «Номер выборки», «Номер данных в выборке», «Показатель качества» (рис. 2).

Рисунок 2
ГОСТ Р 50779.42 рекомендует использовать контрольные карты средних и выборочных стандартных отклонений. Строим их в пакете Statistica (рис. 3):
Рисунок 3
Анализ X-карты показывает, что только одна точка пересекает нижнюю границу. Проводим Run Tests для X-карты. Тест не выявил отклонений (рис. 4):

Рисунок 4
Задаем предупредительные границы и строим X и S карты снова (рис.5):
Рисунок 5
Видим, что значения не выходят за области, рассчитанные программой, так и за ограничительные границы (  , заданные вручную.
, заданные вручную.
Запускаем Run Tests для X-карты (рис.6):

Рисунок 6
Запускаем Run Tests для R-карты (рис.7):

Рисунок 7
Тест не выявил отклонений.
Строим SixGraph (рис.8).
Рассмотрим Capability Plot. Видим, что зеленая линия, отвечающая за управляемость процесса, меньше, чем красная, отвечающая за неуправляемость процесса. Кроме того, среднее значение смещено, а гистограмма выходит за границы функции нормального распределения. Следовательно, процесс требует корректировки.
В тоже время, график Normal Probability Plot не отрицает возможности аппроксимации процесса с помощью нормального распределения.
Рисунок 8
Рисунок 9

Рисунок 10

Рисунок 11
Задача 2
По данным, представленным в Таблице 2, выполнить анализ процесса, если объем выборок одинаков и равен 75.
Таблица 2
| Номер выборки | Количество дефектов |
Переносим данные в пакет Statistica (рис.10):
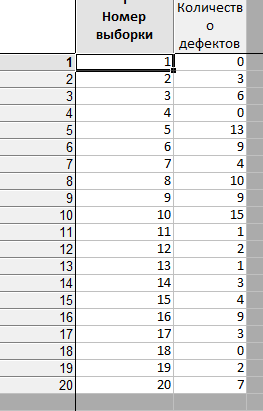
Рисунок 12
Для анализа данных построим контрольные карты по атрибутивному признаку, так как нам даны данные о количестве дефектов в выборке. Из первичного анализа данных видим, что обнаружение не является редким событие, так как происходит более чем у 5% проверенных единиц продукции (  , поэтому построим NP и P карты
, поэтому построим NP и P карты
Контрольные пределы для Np- и P-карт рассчитываются на основе биномиального распределения. На Np-картах отображается число дефектов (в партии, в день, на один станок), а на P-картах отображается относительная частота дефектов, то есть отношение числа обнаруженных дефектов к числу проверенных единиц продукции.
Рисунок 13
Из графика видим, что процент брака в 5 и 10 выборках превышает 15%.
Проверяем на наличие серий значений, проявляющих необычные структуры с помощью Runs Tests

Рисунок 14
2 из 3-х расположенных подряд точек попадают в зону A или выходят за ее пределы - с 8 по 10.Этот критерий служит "ранним предупреждением" о начинающейся разладке процесса.
4 из 5-ти расположенных подряд точек попадают в зону B или за ее пределы – с 5 по 9.Как и предыдущий, этот критерий может рассматриваться в качестве индикатора - "раннего предупреждения" о возможной разладке процесса. Делаем вывод, что необходимо вмешательство персонала, чтобы уладить возможные ошибки на раннем этапе.
Строим Np-карту (рис.13). Видим два выброса – выборки 5 и 10.
Рисунок 15

Рисунок 16
Таким образом, видим, что если исключить выборки 5 и 10, то процесс может считаться управляемым.
U- карта.
Рисунок 17

Рисунок 18
Исключаем выборки с 5 по 10.
Рисунок 19

Рисунок 20
Необходимо вмешательство персонала для корректировки процесса.