|
|
Оценка уровня качества мясных хлебов
Диаграмма Парето
Объект исследования: дефектные изделия
Таблица 2 - Результаты регистрации данных по типам дефектов мясных хлебов
| № | Типы дефектов | Частота | Накопленная сумма числа дефектов | Процент числа дефектов по каждому признаку в общей сумме | Итого |
| Деформация формы | |||||
| Консистенция | |||||
| Загрязнения батона | |||||
| Разрыв оболочки | |||||
| Пустоты под оболочкой | |||||
| Концентрация соли | |||||
| Прочие | |||||
| Итого | — |
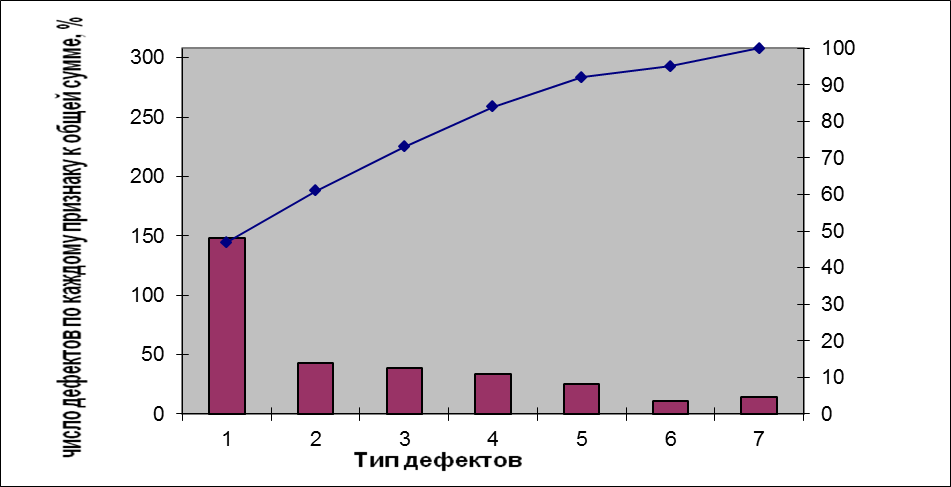
Вывод: Анализ Парето показал, что немногочисленными существенно важными является: деформация формы и консистенция, вызывающие 61% брака, о чем свидетельствует кумулятивная кривая. Остальные 39 % причин дефектности - многочисленные не существенно важные.
Причинно-следственная диаграмма (диаграмма Исикавы)
| Санитарное состояние помещение |
| Санитарное состояние персонала |
| Личные качества |
| Состояние здоровья |
| Ремонт здания |
| Уборка |
| Микроклимат |
| Влажность |
| Температура |
| Кратность |
| Качество |
| Кратность |
| Возраст |
| Внутр. Мед. осмотр |
| Опрятность |
| Образование |
| Цвет на разрезе |
| Дез. средства |
| Качество |
| Срок эксплуатации |
| Кратность |
| Срок эксплуатации |
| Качество |
| Качество |
| Кратность |
| Дез. средства |
| Санитарное состояние персонала |
| Место применения |
| Влажность |
| Температура |
| Предоставление информ. работникам |
| Инструктажи |
| Внедрение систем контроля |
| Снижение обсемененности тем |
| Варка |
| Хранение |
| Соотношение компонентов |
| Измельчение |
| Санитарная книжка |
| Микроклимат |
| Уборка |
| Условия эксплуатации |
| Ремонт |
| Информирование |
| Температурный режим |
| Санитарное состояние сырья |
| Рецептурные |
| Контроль |
| Технологические аспекты |
| Роль руководства |
| Санитарное состояние оборудования |
Контрольные карты
По количественному признаку:
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:(  – R)- карта
– R)- карта
· наименование продукции: мясные хлеба
· наименование технологического процесса: формование
· показатель (объект) измерения: вес хлеба
· предельные значения (согласно НД): 2-2,5кг
· объем выборки: 5 шт.
· период отбора: 10 дней
· единица измерения: кг
· измерительный прибор, инструмент: весы
· лицо, ответственное за измерение: Цубикова Н.Н
· даты сбора информации: с 11.03.2012 по 21.03.2012
КОНТРОЛЬНЫЙ ЛИСТОК
| № | Х1 | Х2 | Х3 | Х4 | Х5 | ∑х | 
| R | 
| S2 | S |
| 2,5 | 2,1 | 2,2 | 2,4 | 2,3 | 11,5 | 2,300 | 0,4 | 2,3 | 0,025 | 0,158 | |
| 2,3 | 2,5 | 2,1 | 10,9 | 2,180 | 0,5 | 0,047 | 0,217 | ||||
| 2,6 | 2,4 | 2,1 | 11,1 | 2,220 | 0,6 | 0,072 | 0,268 | ||||
| 1,9 | 2,3 | 2,4 | 2,2 | 10,8 | 2,160 | 0,5 | 2,2 | 0,043 | 0,207 | ||
| 2,3 | 2,5 | 2,2 | 2,200 | 0,5 | 2,3 | 0,045 | 0,212 | ||||
| 2,4 | 2,4 | 2,3 | 2,4 | 2,4 | 11,9 | 2,380 | 0,1 | 2,3 | 0,002 | 0,045 | |
| 2,6 | 2,4 | 2,2 | 2,3 | 2,1 | 11,6 | 2,320 | 0,5 | 2,3 | 0,0037 | 0,061 | |
| 2,1 | 2,1 | 2,1 | 1,9 | 2,3 | 10,5 | 2,100 | 0,4 | 2,1 | 0,02 | 0,141 | |
| 2,2 | 2,5 | 2,3 | 2,200 | 0,5 | 2,3 | 0,045 | 0,212 | ||||
| 2,2 | 2,2 | 2,4 | 2,4 | 2,2 | 11,4 | 2,280 | 0,2 | 2,2 | 0,012 | 0,109 | |
| 111,7 | 2,234 | 0,420 | 2,2 | 1,63 |
 0,420
0,420
 =2,234
=2,234
 = 2,2
= 2,2
 = 0,163
= 0,163

 2,476
2,476
 1,992
1,992
 0,888
0,888
 0
0


Вывод: Несмотря на то, что точки графика  локализованы у средней линии, мы имеем сильный внутри групповой разброс, о чем свидетельствует точка А на графике R, следовательно необходимы корректирующие мероприятия:
локализованы у средней линии, мы имеем сильный внутри групповой разброс, о чем свидетельствует точка А на графике R, следовательно необходимы корректирующие мероприятия:
· Обучение персонала (проведение инструктажей)
· Контроль оборудования (Контроль влажности внутри камер, контроль температуры внутри камер).
По количественному признаку:
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:( – R)- карта
· наименование продукции: хлеба мясные
· наименование технологического процесса: формование
· показатель (объект) измерения: вес хлеба
· предельные значения (согласно НД): 2-2.5
· объем выборки: 5 шт.
· период отбора: 10 дней
· единица измерения: кг
· измерительный прибор, инструмент: весы
· лицо, ответственное за измерение: Цубикова Н.Н.
даты сбора информации: с 11.03.2012 по 21.03.2012
КОНТРОЛЬНЫЙ ЛИСТОК
| № | Х1 | Х2 | Х3 | Х4 | Х5 | ∑х |
| R |
| S2 | S |
| 2,5 | 2,1 | 2,2 | 2,4 | 2,3 | 11,5 | 2,300 | 0,4 | 2,3 | 0,025 | 0,158 | |
| 2,3 | 2,5 | 2,1 | 10,9 | 2,180 | 0,5 | 0,047 | 0,217 | ||||
| 2,6 | 2,4 | 2,1 | 11,1 | 2,220 | 0,6 | 0,072 | 0,268 | ||||
| 1,9 | 2,3 | 2,4 | 2,2 | 10,8 | 2,160 | 0,5 | 2,2 | 0,043 | 0,207 | ||
| 2,3 | 2,5 | 2,2 | 2,200 | 0,5 | 2,3 | 0,045 | 0,212 | ||||
| 2,4 | 2,4 | 2,3 | 2,4 | 2,4 | 11,9 | 2,380 | 0,1 | 2,3 | 0,002 | 0,045 | |
| 2,6 | 2,4 | 2,2 | 2,3 | 2,1 | 11,6 | 2,320 | 0,5 | 2,3 | 0,0037 | 0,061 | |
| 2,1 | 2,1 | 2,1 | 1,9 | 2,3 | 10,5 | 2,100 | 0,4 | 2,1 | 0,02 | 0,141 | |
| 2,2 | 2,5 | 2,3 | 2,200 | 0,5 | 2,3 | 0,045 | 0,212 | ||||
| 2,2 | 2,2 | 2,4 | 2,4 | 2,2 | 11,4 | 2,280 | 0,2 | 2,2 | 0,012 | 0,109 | |
| 111,7 | 2,234 | 0,420 | 2,2 | 1,63 |
0,420
 =2,2
=2,2

 2,442
2,442
 1,958
1,958
0,888
0

Вывод: На графике точки А и В выходят за пределы 2 σ , что свидетельствует о возможности появления брака. Точка С на графике R выходит за пределы 2 σ , следовательно, необходимы корректирующие мероприятия:
· Обучение персонала (проведение инструктажей)
· Контроль оборудования (Контроль влажности внутри камер, контроль температуры внутри камер).
По количественному признаку:
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:( – S)- карта
· наименование продукции: мясные хлеба
· наименование технологического процесса: составление фарша
· показатель (объект) измерения: количество влаги
· предельные значения (согласно НД): 55-60
· объем выборки: 5 шт.
· период отбора: 10 дней
· единица измерения: %
· измерительный прибор, инструмент: прибор "Элвиз-2C"
· лицо, ответственное за измерение: Васьковский Е.С.
· даты сбора информации: с 11.03.2012 по 21.03.2012
КОНТРОЛЬНЫЙ ЛИСТОК
| № | Х1 | Х2 | Х3 | Х4 | Х5 | ∑х | 
| S2 | S |
| 57,2 | 3,7 | 1,9 | |||||||
| 56,6 | 4,8 | 2,2 | |||||||
| 56,4 | 3,3 | 1,8 | |||||||
| 57,6 | 2,3 | 1,5 | |||||||
| 1,4 | |||||||||
| 56,6 | 1,3 | 1,1 | |||||||
| 57,4 | 5,3 | 2,3 | |||||||
| 56,6 | 3,3 | 1,8 | |||||||
| 2,5 | 1,6 | ||||||||
| 56,4 | 6,3 | 2,5 | |||||||
| 56,88 | 1,81 |
 1,82
1,82
 =56,88
=56,88

 57,924
57,924
 55,836
55,836
 3,826
3,826
 0
0


Вывод: На графике  точка А Выходит за пределы 2σ, что свидетельствует о возможности появления брака, следовательно необходимы корректирующие мероприятия:
точка А Выходит за пределы 2σ, что свидетельствует о возможности появления брака, следовательно необходимы корректирующие мероприятия:
· Обучение персонала (проведение инструктажей)
· Контроль температурных режимов
· Соблюдение рецептурного состава.
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:р - карта
· наименование продукции: мясные хлебы
· наименование технологического процесса: упаковывание
· показатель (объект) измерения: дефекты оболочки
· предельные значения (согласно НД): не более 5%
· объем выборки:100 %
· период отбора: 25 дней
· единица измерения: %
· измерительный прибор, инструмент: визуально
· лицо, ответственное за измерение: Васьковский Е.С.
· даты сбора информации: с 1.03.2012 г по 25.03.2012 г
КОНТРОЛЬНЫЙ ЛИСТОК
| дата | n | np | Р, % |
| 3,91 | |||
| 1,58 | |||
| 2,59 | |||
| 1,86 | |||
| 2,61 | |||
| 2,17 | |||
| 1,25 | |||
| 2,36 | |||
| 1,4 | |||
| 2,33 | |||
| 1,72 | |||
| 1,83 | |||
| 1,46 | |||
| 0,83 | |||
| 1,08 | |||
| 1,2 | |||
| 0,82 | |||
| 2,38 | |||
| 1,78 | |||
| 1,2 | |||
| 0,95 | |||
| ∑ | 46,33 |
 =1228
=1228
 =1,87
=1,87

 3,03
3,03
 0,71
0,71

Вывод: C 1,03 началось нарастание дефектов, процесс вышел из под контроля (точка А, C (выходит за пределы 3σ) ). С этой ситуацией удалось справиться к 9,03, однако комплекс принятых мер оказался не эффективным, т.к. со временем наблюдаются незначительные отклонения, поэтому требуются корректирующие мероприятия:
· Контроль персонала за упаковыванием мясных хлебов
· Соблюдение температурного режима хранения(0-80С в течение 48 часов)
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:np - карта
· наименование продукции: мясные хлеба
· наименование технологического процесса: Упаковка
· показатель (объект) измерения: дефекты оболочки
· предельные значения (согласно НД): не более 5%
· объем выборки: 100 шт
· период отбора:20 дней
· единица измерения: шт
· измерительный прибор, инструмент: визуально
· лицо, ответственное за измерение: Васьковский Е.С.
· даты сбора информации: с 5.03.12 г по 24.03.12 г
КОНТРОЛЬНЫЙ ЛИСТОК
| дата | ||||||||||||||||||||
| np |
 =3.65
=3.65

 9,28
9,28

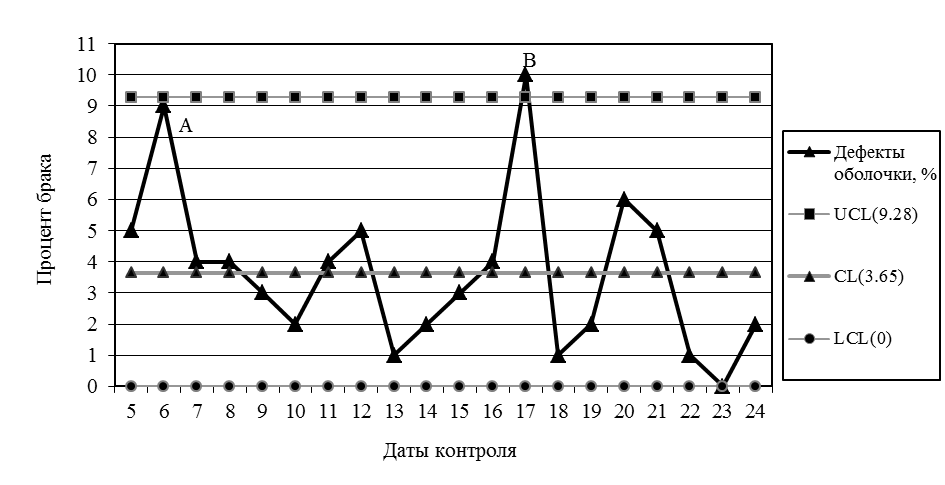
Вывод: 6.03 наблюдается скачок количества дефектов (точка А,С (выходят за пределы 2σ)), однако далее наблюдается снижение дефектов. 17.03 снова обнаруживается увеличение числа дефектов (точка В (выходит за пределы 3σ)) с выходом за верхнюю границу. Требуются предупредительные мероприятия:
· Проведение инструктажей персонала
· Контроль над работой персонала
· Контроль над поступающим материалом для упаковывания мясных хлебов
· Соблюдение условий хранения и транспортировки.
КОНТРОЛЬНАЯ КАРТА
Информационные данные:
· тип и номер контрольной карты:u - карта
· наименование продукции: мясные хлеба
· наименование технологического процесса: печать информации на упаковке
· показатель (объект) измерения: дефекты печати
· предельные значения (согласно НД): не более 5%
· объем выборки: от 1 до 2 м печатного листа
· период отбора: 20 дней
· единица измерения: шт (доли)
· измерительный прибор, инструмент: визуально
· лицо, ответственное за измерение: Васьковский Е.С.
· даты сбора информации: с 1.03.2012 г по 20.03.2012 г
КОНТРОЛЬНЫЙ ЛИСТОК
| дата | n | c | u |
| 1,6 | 3,13 | ||
| 1,8 | 3,33 | ||
| 1,8 | 2,22 | ||
| 2,50 | |||
| 2,4 | 2,50 | ||
| 1,00 | |||
| 2,6 | 3,08 | ||
| 4,50 | |||
| 2,4 | 2,50 | ||
| 2,4 | 2,08 | ||
| 2,2 | 1,82 | ||
| 2,2 | 3,18 | ||
| 1,8 | 2,78 | ||
| 1,8 | 2,22 | ||
| 1,8 | 1,11 | ||
| 3,00 | |||
| 2,50 | |||
| 1,8 | 2,78 | ||
| 1,8 | 1,11 | ||
| 1,8 | 4,44 |
=2,01
 =2,59
=2,59
 =5,99
=5,99
 =0
=0

Вывод: Процесс находится в пределах статистической управляемости, точки не выходят за пределы ±2σ, однако приближаются к этим границам. Для предупреждения появления брака необходимы корректирующие мероприятия:
· Обучение персонала (проведение инструктажей)
· Соблюдение технологических режимов подготовки машин к печатанию
· Применение материалов, отвечающих технологическим требованиям, и правильная их подготовка
· Достаточный контроль за процессом печатания.
Заключение
Контроль является одним из важных этапов процесса управления, назначение которого состоит в обеспечении достижения целей организации. Поскольку в процессе реализации планов возникает множество непредвиденных обстоятельств, необходимо осуществлять контроль на постоянной основе. В настоящее время контроль все более ориентирован на обнаружение и разрешение возникающих проблем раньше, чем они станут слишком серьезными, и также для стимулирования успешной деятельности.
А с использованием статистических методов контроля, а также за счет внедрения в производство СМК, возможно исключить до 95 % производственного брака, но сначала нужно исследовать дефектность данного производства.
В результате исследований были определены все возможные дефекты.
При оценке уровня качества мясных хлебов были исследованы дефектные изделия. С помощью диаграммы Парето было проведено исследование дефектности производства мясных хлебов. В результате были выявлены немногочисленные существенно важные причины возникновения брака - деформация формы и консистенция(61%). В этом случае требуется срочное решение этих проблем (например, контроль над качеством работы персонала).
При анализе дефекта, такого как, цвет на разрезе, который приводит к потере потребителей данного продукта и, соответственно, к значительным экономическим потерям производителя, была применима диаграмма Исикавы. Она позволила выявить причины возникновения таких дефектов и сосредоточиться на их устранении.
При наблюдении за состоянием производством мясных хлебов, воспользовались методом контрольных карт, который является источником информации об управляемости или неуправляемости процессов, позволяет оценить уровень настройки технологического процесса и предпринять эффективные действия по отношению к процессам.
По результатам анализа полученной информации, были разработаны соответствующие мероприятия:
· корректирующие мероприятия, направленные на устранение допущенных несоответствий;
· предупредительные мероприятия- для устранения причин, допущенных несоответствий, чтобы не было их повторений;
· профилактические мероприятия, предназначенные для устранения причин, допущенных несоответствий и предотвращения их появления.
В данной работе использовалось несколько контрольных карт. Проанализировав ( – R)- карту,мы видим сильный групповой разброс на графике R, следовательно, процессу необходимы корректирующие мероприятия: обучение персонала (проведение инструктажей); контроль оборудования (Контроль влажности внутри камер, контроль температуры внутри камер). Из карты формования мясных хлебов (  - R)-картывидно, что контроль над соблюдением процесса ослаблен, поэтому существует возможность возникновения брака, следовательно, необходимы корректирующие мероприятия: контроль над работой персонала, соблюдение температурного режима, обучение работающего персонала, соблюдение рецептурного состава. (
- R)-картывидно, что контроль над соблюдением процесса ослаблен, поэтому существует возможность возникновения брака, следовательно, необходимы корректирующие мероприятия: контроль над работой персонала, соблюдение температурного режима, обучение работающего персонала, соблюдение рецептурного состава. (  – S) – карта процесса составления фарша и такого показателя как количество влаги, позволяет увидеть начало неуправляемости процесса, что в дальнейшем может привести к появлению брака, поэтому необходимы корректирующие мероприятия: обучение персонала (проведение инструктажей), контроль над работой персонала, строгое соблюдение рецептурного состава, соблюдение температурного режима приготовления. Из р-карты упаковывания мясных хлебов наблюдаются в первые семь дней нарастания дефектов, и процесс вышел из под контроля. Но с этой ситуацией удалось справиться, однако комплекс принятых мер оказался не эффективным, так как со временем наблюдаются незначительные отклонения, поэтому требуются корректирующие мероприятия: контроль персонала за упаковыванием мясных хлебов; соблюдение температурного режима хранения(0-80С в течение 48 часов). На nр-картенаблюдаются скачки количества дефектов в процессе упаковки мясных хлебов. Поэтому необходимы предупредительные мероприятия: проведение инструктажей персонала; контроль над работой персонала; контроль над поступающим материалом для упаковывания мясных хлебов; соблюдение условий хранения и транспортировки. Из u-картывидно, что процесс находится в пределах статистической управляемости, но для предупреждения появления брака необходимы корректирующие мероприятия: обучение персонала (проведение инструктажей); соблюдение технологических режимов подготовки машин к печатанию; применение материалов, отвечающих технологическим требованиям, и правильная их подготовка; достаточный контроль над процессом печатания.
– S) – карта процесса составления фарша и такого показателя как количество влаги, позволяет увидеть начало неуправляемости процесса, что в дальнейшем может привести к появлению брака, поэтому необходимы корректирующие мероприятия: обучение персонала (проведение инструктажей), контроль над работой персонала, строгое соблюдение рецептурного состава, соблюдение температурного режима приготовления. Из р-карты упаковывания мясных хлебов наблюдаются в первые семь дней нарастания дефектов, и процесс вышел из под контроля. Но с этой ситуацией удалось справиться, однако комплекс принятых мер оказался не эффективным, так как со временем наблюдаются незначительные отклонения, поэтому требуются корректирующие мероприятия: контроль персонала за упаковыванием мясных хлебов; соблюдение температурного режима хранения(0-80С в течение 48 часов). На nр-картенаблюдаются скачки количества дефектов в процессе упаковки мясных хлебов. Поэтому необходимы предупредительные мероприятия: проведение инструктажей персонала; контроль над работой персонала; контроль над поступающим материалом для упаковывания мясных хлебов; соблюдение условий хранения и транспортировки. Из u-картывидно, что процесс находится в пределах статистической управляемости, но для предупреждения появления брака необходимы корректирующие мероприятия: обучение персонала (проведение инструктажей); соблюдение технологических режимов подготовки машин к печатанию; применение материалов, отвечающих технологическим требованиям, и правильная их подготовка; достаточный контроль над процессом печатания.
Одним из важнейших критериев успешной деятельности предприятия является способность реализовать принятые решения. Реализация мероприятий - заключительная функция цикла управления качеством. Как правило, эти мероприятия и устранение выявленных отступлений от намеченных свойств и характеристик продукции направлены на улучшение производственного процесса. Но, кроме этого, они могут быть направлены на корректировку ранее принятых планов, изменение организации работ, улучшение подготовки и повышения мотивации персонала, а также на выбор других, более квалифицированных поставщиков материалов и комплектующих изделий.
После реализации мероприятий продукция может поставляться заказчику или на рынок, и цикл управление качеством заканчивается выполнением той же функции, с которой он начинался, - взаимодействия с внешней средой.
После этого поставщик получает информацию с рынка или от заказчика о качестве представленной продукции.
Список использованной литературы
1 Ефимов, В.В. Статистические методы в управлении качеством: Учебное пособие / В.В.Ефимов. - Ульяновск: УлГТУ, 2003. - 134 с.
2 Крылова, Г.Д. Основы стандартизации и метрологии / Г.Д.Крылова. -М.: ЮНИТИ-ДАНА, 2001. - 479 с.
3 Лапидус, В.А. Всеобщее качество. (TQM) на российских предприятиях / В.А.Лапидус. - М.: ОАО «Типогр. «Новости», 2000. - 432 с.
4 Мазур, И.И. Управление качеством / И.И.Мазур, В.Д.Шапиро. - М.: Высшая школа, 2003. - 334 с.
5 Николаева Э.К. «Семь инструментов качества» в японской экономике /Э.К.Николаева. - М.: Изд. Стандартов, 2000. - 88 с.
6 Ребрин, Ю.И. Управление качеством: Учебное пособие / Ю.И.Ребрин. - Таганрог: Изд-во ТРТУ, 2004. - 174 с.
7 http://ru.wikipedia.org/wiki