|
|
ІІ. Основи технології виробництва ЛА і ЕДУ
ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМ. О. ГОНЧАРА
Державні іспити для отримання освітньо-кваліфікаційного рівня
бакалавр за напрямом „Авіаційна та ракетно-космічна техніка”
Спеціальність “Літальні апарати”
Інструкція
1. На виконання тестового завдання відведено 180 хвилин.
2. Відповідайте тільки після того, як Ви уважно прочитали та зрозуміли завдання і правила його виконання.
3. Тест складається із 40 тестових питань, за відповідь на які Ви можете одержати 100 балів.
4. Завдання мають тільки ОДНУ ПРАВИЛЬНУ відповідь. Обведіть колом вірні варіанти відповідей.
Виправлення відповідей завдань не допускається.
Бали не нараховуються за:
● помилкові або виправлені відповіді;
● тестове завдання, в якому позначено два або більше варіантів відповідей, навіть якщо один з них – вірний;
● відсутність позначень в тексті.
5. За кожну вірну відповідь на тестове завдання нараховується 2,5 бали.
Структура білету
Тестова частина (100 балів)
При складанні білета передбачається брати по 1 тестовому питанню з кожного розділу.
- питання 1 – 8 з курсу “Конструювання ЛА та ЕДУ” – по 2,5 бали кожне;
- питання 9 – 16 з курсу “Основи технології виробництва ЛА і ЕДУ”– по 2,5 бали кожне;
- питання 17 - 24 з курсу “Матеріалознавство, конструкційні матеріали та технологія конструкційних матеріалів” –по 2,5 бали кожне;
- питання 25 – 32 з курсу “Обробка конструкційних матеріалів” – по 2,5 бали кожне;
- питання 33 – 40 з курсу “Опір матеріалів”– по 2,5 бали кожне.
БАЗА ДАНИХ
База тестових питань
І. Конструювання ЛА та ЕДУ
Розділ 1
| № з/п | Питання та варіанти відповідей | Бланк відповідей | Правильна |
| Головний принцип системного підходу до конструювання великих технічних систем та їх складових це: а) вимога підпорядкувати вирішення будь-яких задач в інтересах більш загальних задач; б) ставити за мету досягти найменших витрат; в) виявити усі зв’язки між складовими системи та врахувати їх взаємний вплив; г) встановити ієрархію. | а | б | в | г | а | |
| Основними логічними елементами системного підходу є: а) об’єкт конструювання, мета (або цілі), задачі, моделі; б) структура об’єкту, декомпозиція, аналіз, синтез; в) зв’язки, алгоритм, прототипи, аналоги; г) критерії та показники. | а | б | в | г | а | |
| В чому полягає загальна постановка задачі конструювання? а) сконструювати об’єкт з найменшими витратами; б) сконструювати об’єкт, який виконує свою функцію найкращим чином з найменшими витратами; в) сконструювати об’єкт достатнього технічного рівня і найбільш дешевий; г) сконструювати об’єкт з достатнього рівня новаціями. | а | б | в | г | б | |
| Що таке критерій конструювання? Показник є критерієм? а) критерій характеризує кількісно властивості об’єкта. Критерій не є показником. б) критерій - це показник, що слугує для оцінки та порівняння відносної вигідності об’єктів конструювання; в) критерій показує найкращі властивості об’єкта конструювання. Показник є критерієм; г) критерій і показник характеризують якісно об’єкт і є рівнозначними. | а | б | в | г | б | |
| Чим характеризується об’єкт конструювання? а) високою вартістю та складністю технології; б) складною ієрархічною структурою та високою розмірністю зв’язків; в) численними невідомими параметрами; г) невизначеністю умов функціонування. | а | б | в | г | б | |
| Підпорядкувати вирішення будь-яких задач в інтересах більш загальних задач є головним принципом системного підходу? а) ні; б) ні, головний принцип полягає в досягненні найменших витрат; в) так; г) питання хибне. | а | б | в | г | в | |
| Чи полягає загальна постановка задачі конструювання в тому, щоб сконструювати об’єкт, який виконує свою функцію найкращим чином з найменшими витратами? а) ні; б) так; в) ні, загальна постановка задачі полягає в тому, щоб сконструювати об’єкт з найменшими витратами; г) ні, бо має бути найкоротший термін конструювання. | а | б | в | г | б | |
| Газові реактивні двигуни не поступаються хімічним на рідкому паливі за питомим імпульсом: а) так; б) ні; в) однакові; г) практично однакові. | а | б | в | г | б | |
| В чому полягає основна перевага хімічних ракетних двигунів порівняно з нехімічними електричними? а) в можливості працювати в атмосфері тривалий час; б) не більшому питомому імпульсі; в) в кращому коефіцієнті відносної маси; г) в менших витратах палива. | а | б | в | г | в | |
| Повітряно-реактивні двигуни мають переваги над хімічними: а) по коефіцієнту відносної маси; б) по питомому імпульсу; в) по можливості працювати в атмосфері тривалий час; г) по меншій вартості. | а | б | в | г | в | |
| Основні недоліки твердопаливних хімічних двигунів порівняно з рідиннопаливними полягають в тому, що вони: а)складніші за конструкцією і мають гірший коефіцієнт відносної маси; б) мають вищу вартість і нижчу надійність; в) мають нижчий питомий імпульс і складнощі регулювання тяги; г) мають складнішу технологію виготовлення. | а | б | в | г | в | |
| Основний недолік іонних двигунів є: а) невеликий питомий імпульс; б) мала тяга; в) низький коефіцієнт відносної маси; г) нетривалість роботи. | а | б | в | г | в | |
| Чи вірне твердження, що газові і хімічні реактивні двигуни однакові за питомим імпульсом? а) так; б) так, якщо робочим тілом газових двигунів застосувати гелій; в) ні;г) відповіді не існує. | а | б | в | г | в | |
| Чи відносна маса повітряно-реактивних двигунів ліпша за відносну масу хімічних? а) так; б) ні; в) однакові; г) відповіді не існує. | а | б | в | г | б | |
| Критеріями вибору конструкційних матеріалів силових елементів при розтягненні є: а) (σт/ρ)max, (σв/ρ)max; б) (σв/ρ)max; в) (σв/ρ)max, (σ0,2/ρ)max; г) (Е/ρ)max. | а | б | в | г | б |
Розділ 2
| Критеріями вибору конструкційних матеріалів силових елементів при стисканні є: а) (σт(0,2)/ρ)max, (Е/ρ)max; б) (σт(0,2)/ρ)max, (σв/ρ)max; (Е/ρ)max; в) (σв/ρ)max, (Е/ρ)max; г) (ρ/σт(0,2))max, (ρ/Е)max. | а | б | в | г | а | |||
| Який тип поперечного перетину розтягнутих стрижнів є найбільш раціональним? а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільній. | а | б | в | г | в | |||
| Який тип поперечного перетину стрижнів найбільш раціональний при стисканні, якщо визначальною є втрата міцності? а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільній. | а | б | в | г | в | |||
| Який тип поперечного перетину стрижнів є найбільш раціональний по масі при стисканні, якщо визначальною є втрата стійкості? а) рознесений пустотілий; б)компактний суцільний; в)компактний пустотілий; г) рознесений суцільній. | а | б | в | г | а | |||
| Який тип підкріплення оболонки, що розтягується, є найбільш раціональним? а) з повздовжніми ребрами; б) вафельна; в) гладка без ребер;г) з поперечними ребрами. | а | б | в | г | в | |||
| Якщо сферична оболонка розтягується, чи є по масі раціональною вафельна конструкція? а) так; б) ні; в) однаково, чи гладка чи вафельна; г) вафельна завжди краща. | а | б | в | г | б | |||
| Якщо циліндрична оболонка стискається, чи може бути гладка (без ребер) конструкція раціональною по масі? а) так; б) ні, при умові, що для неї визначальною є втрата міцності; в) так, при умові, що для неї визначальною є втрата міцності; г) ні, бо при стисканні мають бути ребра. | а | б | в | г | в | |||
| Якщо сферична оболонка стискається, може бути гладка (без ребер) конструкція раціональною по масі? а) так; б) ні, при умові, що для неї визначальною є втрата міцності; в) так, при умові, що для неї визначальною є втрата міцності; г) ні, бо при стисканні мають бути ребра. | а | б | в | г | в | |||
| При стисканні осьовою силою циліндричної оболонки, який тип підкріплення найбільш раціональний по масі, якщо визначальною є втрата стійкості? а) гладка (без ребер); б) зі стрингерами (а при великій довжині і зі шпангоутами) або вафельна або тришарова; в) кільцеві ребра; г) будь-який. | а | б | в | г | б | |||
| При стисканні зовнішнім тиском циліндричної оболонки, який тип підкріплення найбільш раціональний по масі, якщо визначальною є втрата стійкості? а) гладка (без ребер); б) зі стрингерами (а при великій довжині і зі шпангоутами); в) кільцеві ребра або тришарова;г) будь-яке. | а | б | в | г | в | |||
| При стисканні зовнішнім тиском сферичної оболонки, який тип підкріплення найбільш раціональний по масі, якщо визначальною є втрата стійкості? а) гладка (без ребер); б) зі стрингерами (а при великому радіусі і зі шпангоутами); в) вафельна або тришарова;г) будь-який. | а | б | в | г | в | |||
| Якщо розпірно-стикувальний шпангоут розтягується в його площині, який тип поперечного перетину є найбільш раціональним? а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільний. | а | б | в | г | в | |||
| Якщо розпірно-стикувальний шпангоут стискається в його площині, чи може бути раціональним компактний суцільний перетин? а) так; б) ні; в) однаково, чи компактний суцільний, чи пустотілий; г) якщо шпангоут стискається, має бути рознесений профіль. | а | б | в | г | а | |||
| Якщо розпірно-стикувальний шпангоут стискається в його площині і визначальною є втрата стійкості, який тип поперечного перетину є найбільш раціональним по масі? а)рознесений пустотілий; б)компактний суцільний; в)компактний пустотілий; г) рознесений суцільний. | а | б | в | г | а | |||
| Як забезпечується мінімальна маса конструкції, що розтягується? а) вибором конструкційного матеріалу з найбільшим показником (Е/ρ), та вибором необхідного моменту інерції перетину; б) вибором конструкційного матеріалу з найбільшим показником (σв/ρ), та вибором необхідного моменту інерції перетину; в) вибором конструкційного матеріалу з найбільшим показником (σв/ρ), та вибором необхідної площі перетину (або товщини); г) вибором конструкційного матеріалу з найбільшим показником (σт(0.,2)/ρ), та вибором необхідної площі перетину (або товщини). | а | б | в | г | в | |||
Розділ 3
| Чи може бути критерієм вибору матеріалу конструкції, що стискається, такийσв/ρ? а) так; б) так, якщо визначальною буде втрата міцності, а не стійкості; в) так, якщо визначальними буде обмеження величини деформації; г) ні. | а | б | в | г | б | |
| У сплаву АМг6 модуль пружності Е при напруженнях текучостіσтдорівнює: а) нулю; б) безкінечності; в) у сплаву АМг6 взагалі не існує напружень текучості σт; г) у сплаву АМг6 взагалі не існує модуля пружності. | а | б | в | г | в | |
| Чи є трубчастий профіль раціональним по масі для розтягнутих стрижнів? а) так, якщо критерієм є технологічність конструкції; б) ні; в) так, якщо критерієм є мінімальна вартість конструкції; г) так. | а | б | в | г | б | |
| Чи є пустотілий профіль раціональним по масі для розтягнутих шпангоутів баків? а) ні; б) так; в) так, якщо визначальною є втрата місцевої стійкості; г) так, якщо критерієм є технологічність конструкції. | а | б | в | г | а | |
| Чому нагартований сплав АМг6Н в конструкції силових елементів баків кращий по масі, ніж “м΄який” АМг6М? а) завдяки кращим характеристикам σ0,2, σв, ρ; б) завдяки кращим характеристикам σв, Е; в) завдяки кращим характеристикам σ0,2, σв; г) завдяки кращим характеристикам σт, ρ | а | б | в | г | в | |
| З метою зниження маси конструкції конічного днища, що працює на розтягнення, чи можна (з урахуванням технології виготовлення) застосувати сплав АМг6Н замість сплаву АМг6М? а) так; б) ні; в) однаково; г) питання не має сенсу. | а | б | в | г | а | |
| Чому в оболонках, що працюють на розтягнення, закінцівки під зварювання потовщують? а) щоб міцність закінцівок була вищою за міцність оболонки поза зоною зварювання; б) щоб досягти равноміцності закінцівок і оболонки поза зоною зварювання; в) щоб зручніше стикувати закінцівку до суміжного елемента перед зварюванням; г) щоб зменшити масу. | а | б | в | г | б | |
| Чи може панельна (стрингери + обшивка) оболонка бути виготовленою зі сплаву АМг6Н, а не з АМг6М? а) так, якщо застосувати процес пресування (екструзії) панелей; б) так, якщо застосувати процес фрезерування для виготовлення ребер і обшивки панелей; в) ні; г) питання не коректне. | а | б | в | г | б | |
| В якому разі вафельна оболонка буде мати суттєвий виграш по масі порівняно з оболонкою із пресованих панелей? а) якщо вафельну оболонку виготовляти механічним фрезеруванням з мінімальними допусками на товщини; б) якщо вафельну оболонку виготовляти методом хімічного травлення або електрохімічної обробки; в) якщо вафельну оболонку виготовляти з листів АМг6Н шляхом точного механічного фрезерування; г) маси обох типів оболонок однакові. | а | б | в | г | в | |
| При застосуванні пустотілого профілю з рознесеною площею поперечного перетину у випадку, коли потрібен компактний суцільний профіль розпірно-стикувального шпангоута, це призведе до: а) збільшення маси шпангоута; б) зниження маси шпангоута; в) збільшення витрат на виготовлення шпангоута; г) спрощення технології виготовлення. | а | б | в | г | в | |
| Чи можна застосувати готові панелі (ребра+обшивка) для виготовлення конічної оболонки з кільцевими ребрами? а) так; б) ні; в) так, якщо панелі не пресовані;г) питання не має сенсу. | а | б | в | г | в | |
| Чи можуть стальні баки бути легшими за баки, виготовлені зі сплавів АМг6М та АМг6Н? а) так, якщо усі силові елементи бака будуть працювати на міцність, а сталь – високоміцна; б) ні; в) ні, якщо усі силові елементи бака виготовити з сплаву АМг6Н; г) так, бо модуль пружності сталі вищий за модуль пружності сплаву АМг6. | а | б | в | г | а | |
| Маса сферичного днища бака буде мінімальною, якщо радіус Rсф: а) буде дорівнювати радіусу циліндра бака, тобто Rсф=Rц; б) буде меншим за радіус циліндра, тобто Rсф<Rц; в) буде мати величину Rсф=1,2...1,3Rц; г) бути більшим за радіус циліндра, тобто Rсф>Rц. | а | б | в | г | в | |
| Навіщо виконують хімічне травлення днищ і стінок баків? а) щоб збільшити об’єм бака; б) щоб забезпечити симетричність при передачі зусиль; в) щоб забезпечити рівноміцність конструкції; г) щоб очистити від бруду. | а | б | в | г | в | |
| Чому більшість баків, що працюють на міцність при розтягненні, виконують не із сталі, а із Амг6? а) тому, що баки із Амг6 легші; б) тому, що баки зі сталі дешевші; в) тому, що баки зі сталі мають дуже малі товщини оболонок, що не зручно при наземній експлуатації; г) тому, що баки із Амг6 простіше виготовити. | а | б | в | г | в |
Розділ 4
| Чи може нижнє днище бака, що працює на стискання, бути не вафельним, а гладкої конструкції? а) так, коли враховується не тільки його маса, але й маса залишків компоненту; б) так, коли не враховується показник вартості конструкції; в) ні; г) має бути тільки вафельним. | а | б | в | г | а | |
| Відсутність якої жорсткої вимоги до “сухих” клепаних відсіків дозволяє застосувати дюралі та алюмінієві високоміцні сплави в їх конструкції замість сплавів типу АМг6? а) корозійна стійкість; б) технологічність обробки та дешевизна; в) герметичність;г) теплостійкість. | а | б | в | г | в | |
| Основні переваги дюралей та високоміцних алюмінієвих сплавів, порівняно зі сплавами типу АМг6, це: а) більші питома міцність та питома жерсткість; б) більша питома міцність та менше падіння характеристик при нагріванні; в) більша питома міцність та менша густина; г) краща технологічність. | а | б | в | г | б | |
| Чому клепані відсіки з дюралей переважають за масою відсіки, виготовлені зварюванням зі сплаву АМг6Н? а) завдяки можливості застосувати алюмінієві сплави з кращою питомою міцністю та теплостійкістю; б) завдяки можливості застосувати алюмінієві сплави з кращою питомою жорсткістю та теплостійкістю; в) завдяки можливості застосувати алюмінієві сплави з нижчим показником густини; г) завдяки кращій технологічності. | а | б | в | г | а | |
| Чи технологічні допуски на товщини обшивки і ребер (стрингерів та шпангоутів) клепаних “сухих” відсіків вищі за аналогічні допуски вафельної конструкції або конструкції з пресованих панелей? а) так; б) ні; в) однакові; г) питання не має сенсу. | а | б | в | г | б | |
| Яка негативна особливість притаманна сплавові В95Т1 і як її усувають в процесі конструювання? а) чутливість до вібрацій, тому застосовується не клепка, а пресування; б) чутливість до нагрівів, тому застосовується теплозахисне покриття; в) чутливість до концентраторів напружень, тому застосовуються тільки прямі (без вигинів) профілі; г) чутливість до навантажень, тому застосовується міцний сплав. | а | б | в | г | в | |
| Яка перевага і який недолік має стикове з΄єднання листів обшивки на “сухому” клепаному відсіку порівняно зі стиком внахлестку? а) перевага – менша маса; недолік – важко виконати з΄єднання при малих розмірах полки стрингера; б) перевага – з΄єднання більш надійніше; недолік – більша маса; в) обидва типи з΄єднання рівноцінні (переваги та недоліки однакові); г) перевага – можна застосувати зварювання; недолік – не технологічне. | а | б | в | г | а | |
| Чи допускається втрата стійкості обшивки між стрингерами під час штатного польоту ракети-носія? а) так; б) ні; в) допускається тільки при польоті в аварійному режимі; г) допускається тільки після розділення ступенів. | а | б | в | г | а | |
| Яке основне призначення фітінгів? а) забезпечити якомога більшу міцність клепаного відсіку; б) забезпечити якомога рівномірнішу (без моментів) передачу сил від торцевого шпангоута на стрингер; в) забезпечити відсутність концентрації напружень в місці з΄єднання торцевого шпангоута зі стрингером; г) забезпечити зручність складання. | а | б | в | г | б | |
| Чому в “сухих” клепаних відсіках проміжні шпангоути приклепуються і до стрингерів і до обшивки (на відміну від панельних оболонок баків, де шпангоути кріпляться тільки до стрингерів)? а) щоб зменшити габарит силового набору; б) щоб збільшити момент інерції шпангоута; в) щоб зменшити масу конструкції; г) щоб забезпечити зручність складання. | а | б | в | г | а | |
| Фітінг заодно зі стрингером виготовляють тільки на одному кінці стрингера тому що: а) виготовлення фітінга на обох кінцях призведе до збільшення маси конструкції відсіку; б) виготовлення фітінга на обох кінцях пресованого стрингера технологічно практично неможливе; в) виготовлення фітінга на обох кінцях пресованого стрингера призведе до передчасної втрати стійкості відсіку; г) виготовлення фітінга на обох кінцях пресованого стрингера не потрібне. | а | б | в | г | б | |
| Чим обумовлене застосування декількох листів обшивки в клепаному відсіку? а) обмеженими розмірами стандартних листів; б) наявністю проміжних шпангоутів; в) необхідністю стикування листів на полках стрингерів; г) наявністю великих люків. | а | б | в | г | а | |
| Фітінг заодно зі стрингером виконується, щоб: а) зменшити масу конструкції; б) спростити технологію виготовлення; в) покращити коефіцієнт використання матеріалу; г) збільшити міцність. | а | б | в | г | а | |
| Чи можуть в якості матеріалу конструкції клепаного відсіку застосовуватися титанові сплави замість дюралей? а) так, коли теплові і силові навантаження великі; б) так, коли відсік навантажується зовнішнім тиском; в) так, коли основним критерієм є мінімальна вартість конструкції; г) так, коли основним критерієм є технологічність конструкції. | а | б | в | г | а | |
| Чому клепані відсіки виконують інколи без фітінгів? а) тому, що виготовляти фітінги не технологічно; б) тому, що з фітінгами відсік має більшу вартість; в) тому, що рівень навантаження на відсік невеликий; г) тому, що відсік з фітінгами має більшу масу. | а | б | в | г | в |
Розділ 5
| Які критерії вибору конструкційних матеріалів силових елементів при розтягненні? а) (σт/ρ)max, (σв/ρ)max; б) (σв/ρ)max; в) (σв/ρ)max, (σ0,2/ρ)max; г) (Е/ρ)max. | а | б | в | г | б | |
| Які основні логічні елементи системного підходу? а) це об’єкт конструювання, мета (або цілі), задачі, моделі; б) це структура об’єкту, декомпозиція, аналіз, синтез; в) це зв’язки, алгоритм, прототипи, аналоги; г) критерії та показники. | а | б | в | г | а | |
| Загальна постановка задачі конструювання полягає в тому, щоб: а) сконструювати об’єкт з найменшими витратами; б) сконструювати об’єкт, який виконує свою функцію найкращим чином з найменшими витратами; в) сконструювати об’єкт достатнього технічного рівня і найбільш дешевий; сконструювати об’єкт з достатнього рівня новаціями. | а | б | в | г | б | |
| Надати визначення критерію конструювання. Чи є критерій показником? а) критерій характеризує кількісно або якісно властивості об’єкта. Критерій не є показником. б) критерій - це показник, що слугує для оцінки та порівняння відносної вигідності об’єктів конструювання; в) критерій показує найкращі властивості об’єкта конструювання. Показник є критерієм; г) критерій і показник характеризують якісно об’єкт і є рівнозначними. | а | б | в | г | б | |
| Об’єкт конструювання характеризується: а) високою вартістю та складністю технології; б) складною ієрархічною структурою та високою розмірністю зв’язків; в) численними невідомими параметрами; г) невизначеністю умов функціонування. | а | б | в | г | б | |
| Чи є головним принципом системного підходу підпорядкування рішення будь-яких задач в інтересах більш загальних задач? а) ні; б) ні, головний принцип полягає в досягненні найменших витрат; в) так;г) питання хибне. | а | б | в | г | в | |
| Якщо сконструйований об’єкт виконує свою функцію найкращим чином з найменшими витратами, чи досягнута основна мета конструювання? а) ні; б) так; в) ні, мета полягає в тому, щоб сконструювати об’єкт з найменшими витратами; г) ні, бо має бути найкоротший термін конструювання. | а | б | в | г | б | |
| Чи поступаються хімічні реактивні двигуни на рідкому паливі газовим за питомим імпульсом? а) так; б) ні; в) однакові; г) практично однакові. | а | б | в | г | б | |
| Основна перевага хімічних ракетних двигунів порівняно з нехімічними електричними полягає в наступному: а) в можливості працювати в атмосфері тривалий час; б) не більшому питомому імпульсі; в) в кращому коефіцієнті відносної маси; г) в менших витратах палива. | а | б | в | г | в | |
| В чому основна перевага повітряно-реактивних двигунів над хімічними? а) в кращому коефіцієнті відносної маси; б) в кращому питомому імпульсу; в) в можливості працювати в атмосфері тривалий час; г) в меншій вартості. | а | б | в | г | в | |
| Твердопаливні хімічні двигуни порівняно з рідиннопаливними гірші, бо вони: а)складніші за конструкцією і мають гірший коефіцієнт відносної маси; б) мають вищу вартість і нижчу надійність; в) мають нижчий питомий імпульс і складнощі регулювання тяги; г) мають складнішу технологію виготовлення. | а | б | в | г | в | |
| У чому полягає основний недолік іонних двигунів? а) вони мають невеликий питомий імпульс; б) вони мають малу тягу; в) вони мають низький коефіцієнт відносної маси;г) у нетривалості роботи. | а | б | в | г | в | |
| Газові і хімічні реактивні двигуни однакові за питомим імпульсом: а) так; б) так, якщо у якості робочого тіла газових двигунів застосувати гелій; в) ні;г) відповіді не існує. | а | б | в | г | в | |
| Маса повітряно-реактивних двигунів ліпша за відносну масу хімічних: а) так; б) ні; в) однакові; г) відповіді не існує. | а | б | в | г | б | |
| При використанні системного підходу до конструювання великих технічних систем в чому полягає головний принцип? а) треба підпорядковувати вирішення будь-яких задач в інтересах більш загальних задач; б) ставити за мету досягти найменших витрат; в) виявити усі зв’язки між складовими системи та врахувати їх взаємний вплив; г) встановити ієрархію. | а | б | в | г | а |
Розділ 6
| Якщо конструкція розтягується, як забезпечується її мінімальна маса ? а) вибором конструкційного матеріалу з найбільшим показником (Е/ρ), та вибором необхідного моменту інерції перетину; б) вибором конструкційного матеріалу з найбільшим показником (σв/ρ), та вибором необхідного моменту інерції перетину; в) вибором конструкційного матеріалу з найбільшим показником (σв/ρ), та вибором необхідної площі перетину (або товщини); г) вибором конструкційного матеріалу з найбільшим показником (σт(0.,2)/ρ), та вибором необхідної площі перетину (або товщини). | а | б | в | г | в | ||
| Тип поперечного перетину розтягнутих стрижнів є найбільш раціональним, якщо він: а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільній. | а | б | в | г | в | ||
| Якщо визначальною є втрата міцності, то при стисканні найбільш раціональним по масі є такий тип поперечного перетину стрижнів: а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільній. | а | б | в | г | в | ||
| Якщо визначальною є втрата стійкості, то при стисканні найбільш раціональним по масі є такий тип поперечного перетину стрижнів: а) рознесений пустотілий; б)компактний суцільний; в)компактний пустотілий; г) рознесений суцільній. | а | б | в | г | а | ||
| Найбільш раціональною конструкцією оболонки, що розтягується є: а) з повздовжніми ребрами; б) вафельна; в) гладка без ребер;г) з поперечними ребрами. | а | б | в | г | в | ||
| Чи є раціональною по масі вафельна конструкція, якщо сферична оболонка розтягується? а) так;б) ні; в) однаково, чи гладка чи вафельна; г) вафельна завжди краща. | а | б | в | г | б | ||
| Чи може бути гладка (без ребер) конструкція раціональною по масі, якщо циліндрична оболонка стискається? а) так; б) ні, при умові, що для неї визначальною є втрата міцності; в) так, при умові, що для неї визначальною є втрата міцності; г) ні, бо при стисканні мають бути ребра. | а | б | в | г | в | ||
| Чи може бути гладка (без ребер) конструкція раціональною по масі, якщо сферична оболонка стискається? а) так; б) ні, при умові, що для неї визначальною є втрата міцності; в) так, при умові, що для неї визначальною є втрата міцності; г) ні, бо при стисканні мають бути ребра. | а | б | в | г | в | ||
| Який тип підкріплення найбільш раціональний по масі, якщо визначальною є втрата стійкості, при стисканні осьовою силою циліндричної оболонки? а) гладка (без ребер); б) зі стрингерами (а при великій довжині і зі шпангоутами) або вафельна або тришарова; в) кільцеві ребра; г) будь-який. | а | б | в | г | б | ||
| Яке підкріплення найбільш раціональне по масі, якщо визначальною є втрата стійкості при стисканні зовнішнім тиском циліндричної оболонки а) гладка (без ребер); б) зі стрингерами (а при великій довжині і зі шпангоутами); в) кільцеві ребра або тришарова; г) будь-яке. | а | б | в | г | в | ||
| Яке підкріплення найбільш раціональне по масі, якщо визначальною є втрата стійкості при стисканні зовнішнім тиском сферичної оболонки? а) гладка (без ребер); б) зі стрингерами (а при великому радіусі і зі шпангоутами); в) вафельна або тришарова;г) будь-яке. | а | б | в | г | в | ||
| Який тип поперечного перетину є найбільш раціональним, якщо розпірно-стикувальний шпангоут розтягується в його площині? а) компактний пустотілий; б) рознесений пустотілий; в) компактний суцільний;г) рознесений суцільний. | а | б | в | г | в | ||
| Чи може бути раціональним компактний суцільний перетин, якщо розпірно-стикувальний шпангоут стискається в його площині? а) так; б) ні; в) однаково, чи компактний суцільний, чи пустотілий; г) якщо шпангоут стискається, має бути рознесений профіль. | а | б | в | г | а | ||
| Який тип поперечного перетину є найбільш раціональним по масі, якщо розпірно-стикувальний шпангоут стискається в його площині і визначальною є втрата стійкості? а)рознесений пустотілий;б) компактний суцільний; в)компактний пустотілий; г) рознесений суцільний. | а | б | в | г | а | ||
| Які критерії вибору конструкційних матеріалів силових елементів при стисканні? а) (σт(0,2)/ρ)max, (Е/ρ)max; б) (σт(0,2)/ρ)max, (σв/ρ)max, (Е/ρ)max; в) (σв/ρ)max, (Е/ρ)max; г) (ρ/σт(0,2))max, (ρ/Е)max. | а | б | в | г | а | ||
Розділ 7
| Більшість баків, що працюють на міцність при розтягненні, виконують не із сталі, а із сплаву Амг6: а) тому, що баки із Амг6 легші; б) тому, що баки зі сталі дешевші; в) тому, що баки зі сталі мають дуже малі товщини оболонок, що не зручно при наземній експлуатації; г) тому, що баки із Амг6 простіше виготовити. | а | б | в | г | в | |
| Чому дорівнює модуль пружності Е сплаву АМг6 при напруженнях текучостіσт? а) нулю; б) безкінечності; в) у сплава АМг6 взагалі не існує напружень текучості σт; г) у сплаву АМг6 взагалі не існує модуля пружності. | а | б | в | г | в | |
| Для розтягнутих стрижнів чи є трубчастий профіль раціональним по масі? а) так, якщо критерієм є технологічність конструкції; б) ні; в) так, якщо критерієм є мінімальна вартість конструкції; г) так. | а | б | в | г | б | |
| Для розтягнутих шпангоутів баків чи є пустотілий профіль раціональним по масі? а) ні; б) так; в) так, якщо визначальною є втрата місцевої стійкості; г) так, якщо критерієм є технологічність конструкції. | а | б | в | г | а | |
| Нагартований сплав АМг6Н в конструкції силових елементів баків кращий по масі, ніж “м΄який” АМг6М: а) завдяки кращим характеристикам σ0,2, σв, ρ; б) завдяки кращим характеристикам σв, Е; в) завдяки кращим характеристикам σ0,2, σв; г) завдяки кращим характеристикам σт, ρ. | а | б | в | г | в | |
| Щоб знизити масу, чи можна (з урахуванням технології виготовлення) застосувати сплав АМг6Н замість сплаву АМг6М в конструкції конічного днища, що працює на розтягнення? а) так; б) ні; в) однаково; г) питання не має сенсу. | а | б | в | г | а | |
| В оболонках, що працюють на розтягнення, закінцівки під зварювання потовщують: а) щоб міцність закінцівок була вищою за міцність оболонки поза зоною зварювання; б) щоб досягти равноміцності закінцівок і оболонки поза зоною зварювання; в) щоб зручніше стикувати закінцівку до суміжного елемента перед зварюванням; г) щоб зменшити масу. | а | б | в | г | б | |
| Чи може бути застосовано сплав АМг6Н, а не з АМг6М для панельних (стрингери + обшивка) оболонок? а) так, якщо застосувати процес пресування (екструзії) панелей; б) так, якщо застосувати процес фрезерування для виготовлення ребер і обшивки панелей; в) ні; г) питання не коректне. | а | б | в | г | б | |
| Вафельна оболонка має суттєвий виграш по масі порівняно з оболонкою із пресованих панелей: а) якщо вафельну оболонку виготовляти механічним фрезеруванням з мінімальними допусками на товщини; б) якщо вафельну оболонку виготовляти методом хімічного травлення або електрохімічної обробки; в) якщо вафельну оболонку виготовляти з листів АМг6Н шляхом точного механічного фрезерування; г) маси обох типів оболонок однакові. | а | б | в | г | в | |
| Застосування пустотілого розпірно-стикувального шпангоута з рознесеною площею поперечного перетину у разі, якщо потрібен компактний суцільний профіль, це призведе до: а) збільшення маси шпангоута; б) зниження маси шпангоута; в) збільшення витрат на виготовлення шпангоута; г) спрощення технології виготовлення. | а | б | в | г | в | |
| Для виготовлення конічної оболонки з кільцевими ребрами раціонально застосувати готові панелі (ребра+обшивка): а) так; б) ні; в) так, якщо панелі не пресовані; г) питання не має сенсу. | а | б | в | г | в | |
| Баки, виготовлені зі сплавів АМг6М та АМг6Н можуть бути легшими за стальні? а) так, якщо усі силові елементи бака будуть працювати на міцність, а сталь – високоміцна; б) ні; в) ні, якщо усі силові елементи бака виготовити з сплаву АМг6Н; г) так, бо модуль пружності сталі вищий за модуль пружності сплаву АМг6. | а | б | в | г | а | |
| Чому має дорівнювати радіус сферичного днища бака Rсф, щоб його маса була мінімальною? а) радіусу циліндра бака, тобто Rсф=Rц; б) бути меншим за радіус циліндра, тобто Rсф<Rц; в) мати величину Rсф=1,2...1,3Rц; г) бути більшим за радіус циліндра, тобто Rсф>Rц. | а | б | в | г | в | |
| Хімічне травлення днищ і стінок баків виконують: а) щоб збільшити об’єм бака; б) щоб забезпечити симетричність при передачі зусиль; в) щоб забезпечити рівноміцність конструкції; г) щоб очистити від бруду. | а | б | в | г | в | |
| Якщо конструкція стискається, чи може бути критерієм вибору матеріалу такий σв/ρ? а) так; б) так, якщо визначальною буде втрата міцності, а не стійкості; в) так, якщо визначальними буде обмеження величини деформації; г) ні. | а | б | в | г | б |
Розділ 8
| Сухі клепані відсіки виконують інколи без фітінгів: а) тому, що виготовляти фітінги не технологічно; б) тому, що з фітінгами відсік має більшу вартість; в) тому, що рівень навантаження на відсік невеликий; г) тому, що відсік з фітінгами має більшу масу. | а | б | в | г | в | |
| Застосовувати дюралі та алюмінієві високоміцні сплави в конструкції “сухих” клепаних відсіках замість сплавів типу АМг6 дозволяє відсутність такої жорсткої вимоги, як: а) корозійна стійкість; б) технологічність обробки та дешевизна; в) герметичність;г) теплостійкість. | а | б | в | г | в | |
| В чому полягають основні переваги дюралей та високоміцних алюмінієвих сплавів, порівняно зі сплавами типу АМг6? а) більші питома міцність та питома жерсткість; б) більша питома міцність та менше падіння характеристик при нагріванні; в) більша питома міцність та менша густина; г) краща технологічність. | а | б | в | г | б | |
| Клепані відсіки з дюралей переважають за масою відсіки, виготовлені зварюванням зі сплаву АМг6Н: а) завдяки можливості застосувати алюмінієві сплави з кращою питомою міцністю та теплостійкістю; б) завдяки можливості застосувати алюмінієві сплави з кращою питомою жорсткістю та теплостійкістю; в) завдяки можливості застосувати алюмінієві сплави з нижчим показником густини; г) завдяки кращій технологічності. | а | б | в | г | а | |
| Технологічні допуски на товщини обшивки і ребер (стрингерів та шпангоутів) клепаних “сухих” відсіків вищі за аналогічні допуски вафельної конструкції або конструкції з пресованих панелей? а) так; б) ні; в) однакові; г) питання не має сенсу. | а | б | в | г | б | |
| В чому полягає негативна особливість сплавову В95Т1 і як її усувають в процесі конструювання? а) чутливість до вібрацій, тому застосовується не клепка, а пресування; б) чутливість до нагрівів, тому застосовується теплозахисне покриття; в) чутливість до концентраторів напружень, тому застосовуються тільки прямі (без вигинів) профілі; г) чутливість до навантажень, тому застосовується міцний сплав. | а | б | в | г | в | |
| Порівняно зі стиком внахлестку стикове з΄єднання листів обшивки на “сухому” клепаному відсіку має такі основні переваги і недоліки: а) перевага – менша маса; недолік – важко виконати з΄єднання при малих розмірах полки стрингера; б) перевага – з΄єднання більш надійніше; недолік – більша маса; в) обидва типи з΄єднання рівноцінні (переваги та недоліки однакові); г) перевага – можна застосувати зварювання; недолік – не технологічне. | а | б | в | г | а | |
| Під час штатного польоту ракети-носія допускається втрата стійкості обшивки між стрингерами клепаного відсіку: а) так; б) ні; в) допускається тільки при польоті в аварійному режимі; г) допускається тільки після розділення ступенів. | а | б | в | г | а | |
| Фітінги на сухому клепаному відсіку призначені, щоб: а) забезпечити якомога більшу міцність клепаного відсіку; б) забезпечити якомога рівномірнішу (без моментів) передачу сил від торцевого шпангоута на стрингер; в) забезпечити відсутність концентрації напружень в місці з΄єднання торцевого шпангоута зі стрингером; г) забезпечити зручність складання. | а | б | в | г | б | |
| На відміну від панельних оболонок баків, де шпангоути кріпляться тільки до стрингерів, в “сухих” клепаних відсіках проміжні шпангоути приклепуються і до стрингерів і до обшивки: а) щоб зменшити габарит силового набору; б) щоб збільшити момент інерції шпангоута; в) щоб зменшити масу конструкції; г) щоб забезпечити зручність складання. | а | б | в | г | а | |
| Чому фітінг заодно зі стрингером виготовляють тільки на одному кінці стрингера, а не на обох? а) тому, що виготовлення фітінга на обох кінцях призведе до збільшення маси конструкції відсіку; б) тому, що виготовлення фітінга на обох кінцях пресованого стрингера технологічно практично неможливе; в) тому, що виготовлення фітінга на обох кінцях пресованого стрингера призведе до передчасної втрати стійкості відсіку; г) виготовлення фітінга на обох кінцях пресованого стрингера не потрібне. | а | б | в | г | б | |
| Застосування декількох листів обшивки в клепаному відсіку обумовлене: а) обмеженими розмірами стандартних листів; б) наявністю проміжних шпангоутів; в) необхідністю стикування листів на полках стрингерів; г) наявністю великих люків. | а | б | в | г | а | |
| Чому застосовують конструкцію “фітінг заодно зі стрингером”? а) щоб зменшити масу конструкції; б) щоб спростити технологію виготовлення; в) щоб покращити коефіцієнт використання матеріалу; г) щоб збільшити міцність. | а | б | в | г | а | |
| Чи доцільно по масі застосовуватися титанові сплави замість дюралей в конструкції клепаного відсіку? а) так, коли теплові і силові навантаження великі; б) так, коли відсік навантажується зовнішнім тиском; в) так, коли основним критерієм є мінімальна вартість конструкції; г) так, коли основним критерієм є технологічність конструкції. | а | б | в | г | а | |
| Нижнє днище бака, що працює на стискання, може бути не вафельним, а гладкої конструкції: а) якщо враховується не тільки його маса, але й маса залишків компоненту; б) якщо не враховується показник вартості конструкції; в) не може бути гладким; г) має бути тільки вафельним. | а | б | в | г | а |
ІІ. Основи технології виробництва ЛА і ЕДУ
Розділ 1
| Технологія машинобудування це наука про: а) правила побудови і оформлення технологічних процесів виробництва машин; б) процеси виробництва машин, взаємозалежності та закони розвитку цих процесів; в) закономірності проектування і конструювання машин і їх складових; г) принципи діяльності машинобудівної галузі. | а | б | в | г | б | |
| Що таке виробничий процес: а) це процес роботи основних робочих по створенню складових частин машини; б) це процес роботи виробничого обладнання; в) це сукупність усіх етапів, що проходять початкові матеріали на шляху перетворення на готову машину; г) це календарний план роботи всіх виробничих підрозділів підприємства. | а | б | в | г | в | |
| Технологічний процес – це: а) основна частина виробничого процесу, що містить дії, спрямовані на змінювання й подальше визначення стану об’єкта виробництва; б) фізико-хімічний процес переробки заготовок в готові деталі або вироби шляхом їх механічної обробки, або складання, або усіх процесів разом; в) оформлений згідно вимог перелік пронормованих технологічних операцій з вказаними вимогами техніки безпеки; г) перелік основних технологічних операцій, з вказаним обладнанням і технічних норм часу. | а | б | в | г | а | |
| Технологічна операція за визначенням – це: а) елемент технологічного процесу, його закінчена частина, виконувана на одному робочому місці; б) частина технологічного процесу з описанням дій робітника в процесі роботи; в) перелік основних режимів роботи обладнання при обробці або складанні виробів на кожному етапі; г) частина технологічного процесу зі строго визначеним своїм порядковим номером, що підлягає обов’язковому виконанню. | а | б | в | г | а | |
| Технологічна підготовка виробництва регламентується; а) єдиною системою забезпечення виробництва виробів; б) єдиною системою забезпечення виробництва нових виробів; в) єдиною системою технологічної підготовки виробництва; г) галузевими рекомендаціями щодо забезпечення виробництва при освоєнні нових виробів. | а | б | в | г | в | |
| Метою технологічної підготовки виробництва є: а) максимально швидка організація виробництва нових виробів за умов забезпечення вимог до їх якості; б) забезпечення в мінімальний термін мінімальними фізичними та матеріальними затратами повної готовності виробництва до випуску виробів заданої якості; в) забезпечення повної готовності виробництва до випуску якісних виробів шляхом застосування нових, наукомістких технологічних рішень; г) максимально можливе зниження фізичних і матеріальних затрат шляхом формування вимог до конструкції з підвищення її технологічності. | а | б | в | г | б | |
| Перелік операцій технологічного процесу в порядку їх виконання із зазначенням обладнання називається: а) розробленою технологією; б) маршрутною технологією; в) поопераційною технологією; г) оформленою технологією. | а | б | в | г | б | |
| Коефіцієнт використання матеріалу К зазвичай повинен бути: а) 0,5 £ К < 1; б) 1 < К≤ [Маса деталі]; в) [Маса деталі] < К ≤ [Маса заготовки]; г) [Маса заготовки] < К ≤ [Маса деталі]. | а | б | в | г | а | |
| Маршрутною технологією називається: а) оформлений на карті встановленого зразка перелік операцій з вказанням режимів їх виростання; б) закінчена частина технологічного процесу, що визначає маршрути руху заготовок і деталей в процесі його виконання; в) перелік операцій технологічного процесу в порядку їх виконання із зазначенням обладнання; г) невід’ємна частина технологічного процесу, що надає повне уявлення про методи і способи обробки, складання чи контролю виробів. | а | б | в | г | в | |
| Базою називають: а) місця, за якими деталь або заготовка встановлюється в пристосування і закріплюється; б) кінцеве положення інструменту верстата, в яке він повертається після закінчення обробки; в) сукупність властивостей певних поверхонь, що належать обладнанню або пристосуванню, які використовуються для базування; г) поверхня чи сукупність поверхонь, ліній, точок, що належать до заготовки або деталі і використовуються для базування. | а | б | в | г | г | |
| Штучний час для однієї операції становить: а) Тшт= То+Тдоп+Тобс+Торг+Тадм; б) Тшт= То+Тобс+Торг+Твідп+Тадм; в) Тшт= То+Тдоп+Тобс+Торг+Твідп; г) Тшт= То+Тдоп+Тобс+Твідп+Тадм+Топ, де То – основний технологічний час, Тдоп – допоміжний час, Тобс – час на технічне обслуговування, Торг – час на організаційне обслуговування, Твідп – час на відпочинок і персональні потреби, Тадм – час адміністративний, Топ – час на обідню перерву. | а | б | в | г | в | |
| Геометрична взаємозамінність при виробництві ЛА забезпечується: а) методом незалежного виготовлення (Єдина система допусків і посадок) для всіх деталей та вузлів; б) методом залежного виготовлення (планово-шаблонний метод) для всіх деталей та вузлів); в) методом незалежного виготовлення для деталей та вузлів з жорсткою конструкцією та методом залежного виготовлення для просторово великих і нежорстких деталей та виробів; г) методом послідовних наближень розмірів всіх деталей і вузлів до їх теоретичних контурів шляхом високоточної швидкісної обробки напилками. | а | б | в | г | в | |
| За своїм призначенням плази поділяються на: а) плоскі для площинних заготовок і просторові – для об’ємних. б) теоретично-конструктивні і технологічні; в) плоскі теоретично-конструктивні і технологічні подвійної кривизни. г) теоретичні і конструктивні. | а | б | в | г | г | |
| Шаблон контрольно-контурний відноситься до: а) виробничих шаблонів; б) основних шаблонів; в) еталонних шаблонів; г) вимірювальних шаблонів. | а | б | в | г | б | |
| Технологічність конструкції це: а) сукупність властивостей конструкції, що характеризують її відповідність прийнятій технології виготовлення; б) сукупність властивостей конструкції, які визначають її пристосованість до досягнення оптимальних витрат під час виробництва, експлуатації та ремонту; в) сукупність властивостей конструкції, які визначають її рівень стандартизації, уніфікації в умовах прийнятого типу виробництва і рівня забезпечення якості; г) сукупність властивостей конструкції, які визначають можливість організації її виготовлення на будь-якому підприємстві оптимальними витратами і необхідним рівнем якості. | а | б | в | г | б |
Розділ 2
| Узагальнена схема виготовлення паливного баку має вигляд: | а | б | в | г | в | |
| а) складання-зварювання днищ, складання-клепання корпусу, загальне складання-клепання баку, випробовування на герметичність, випробовування міцність; б) складання-клепання днищ, складання-клепання корпусу, загальне клепання баку, випробовування міцність, випробовування на герметичність; в) складання-зварювання днищ, складання-зварювання корпусу, загальне складання-зварювальння баку, випробовування міцність, випробовування на герметичність; г) складання-зварювання днищ, складання-зварювання корпусу, загальне складання баку, випробовування на герметичність, випробовування міцність. | ||||||
Яка зі схем формоутворення великогабаритних обшивок є коректною:
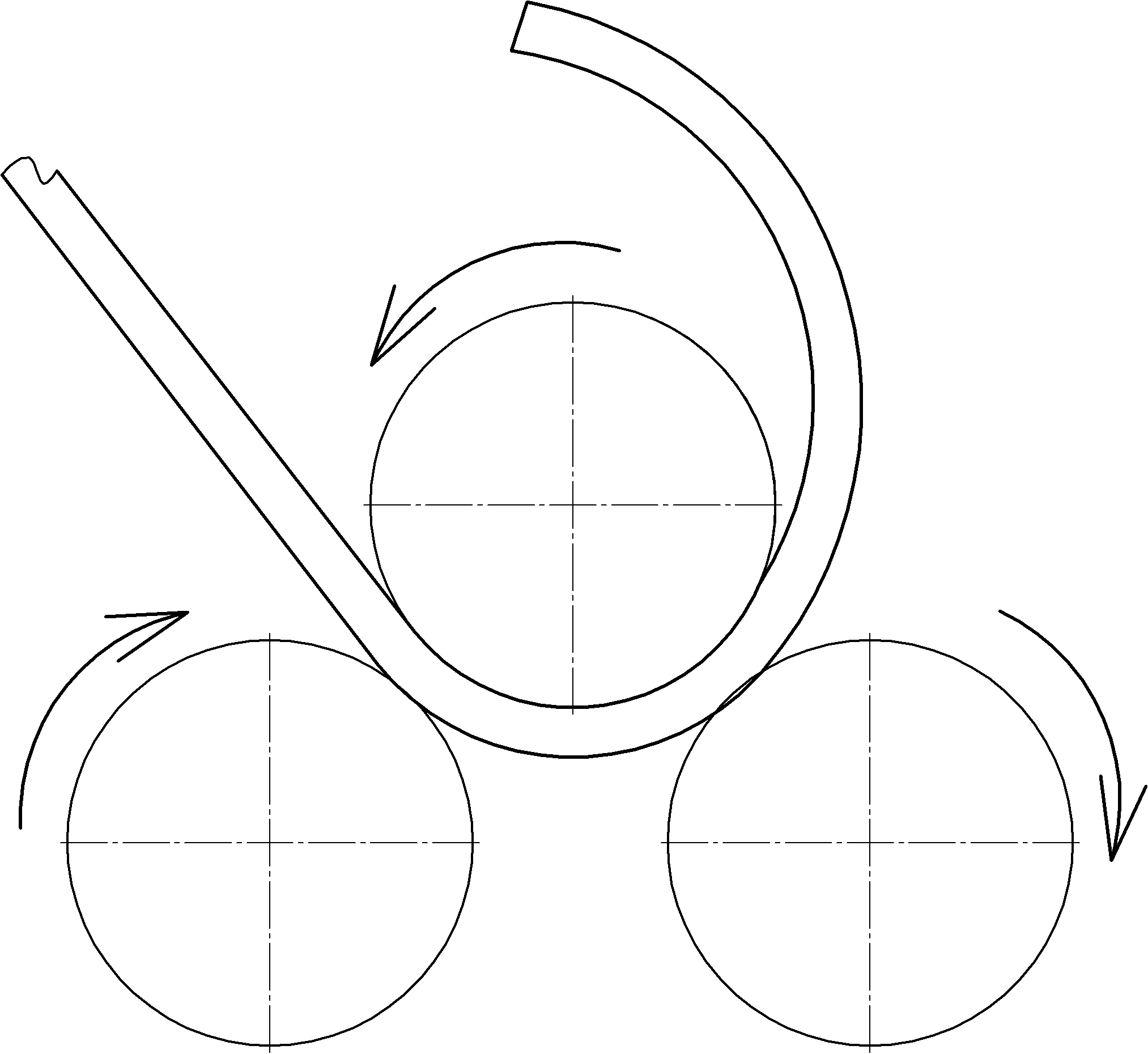 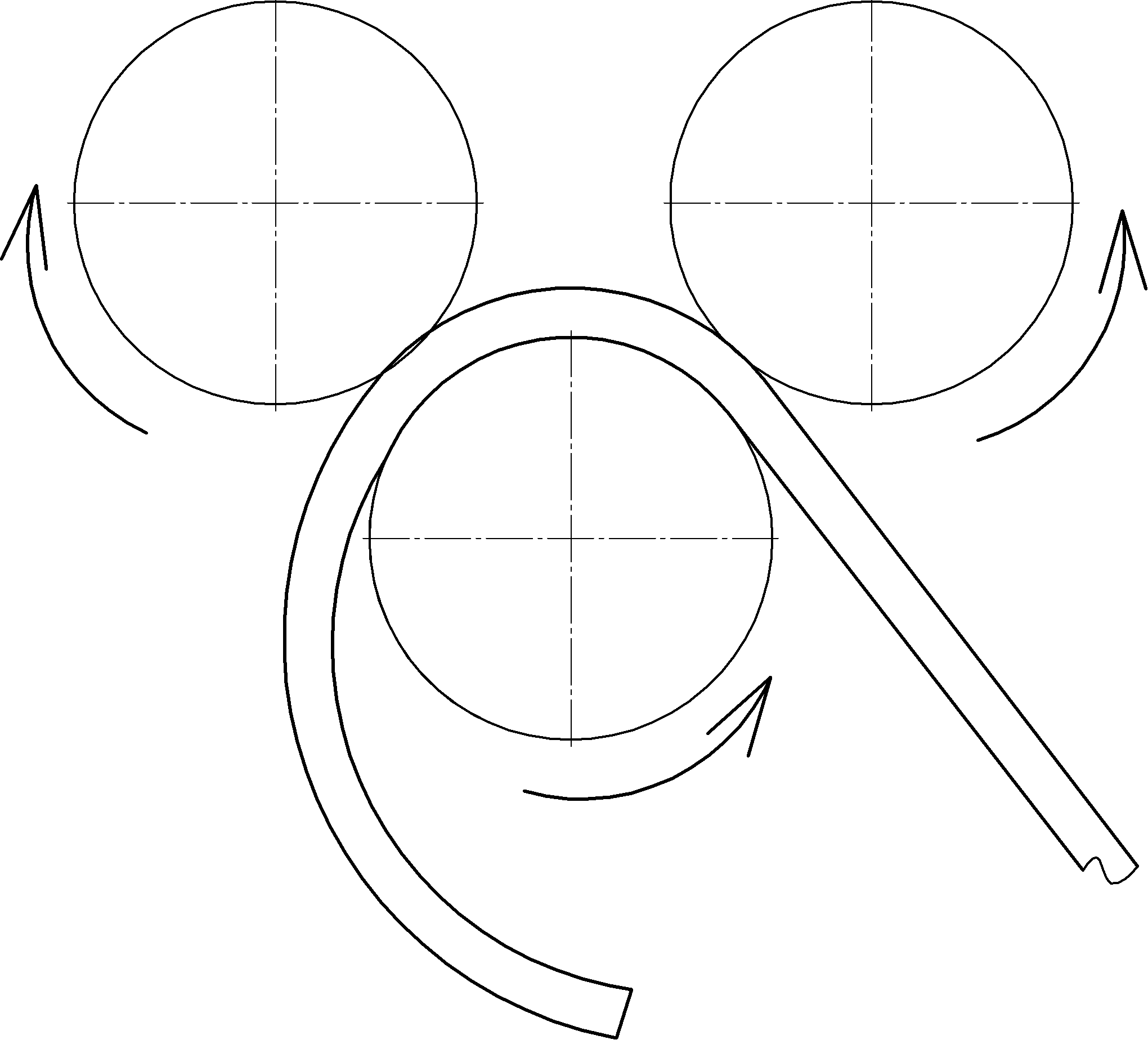 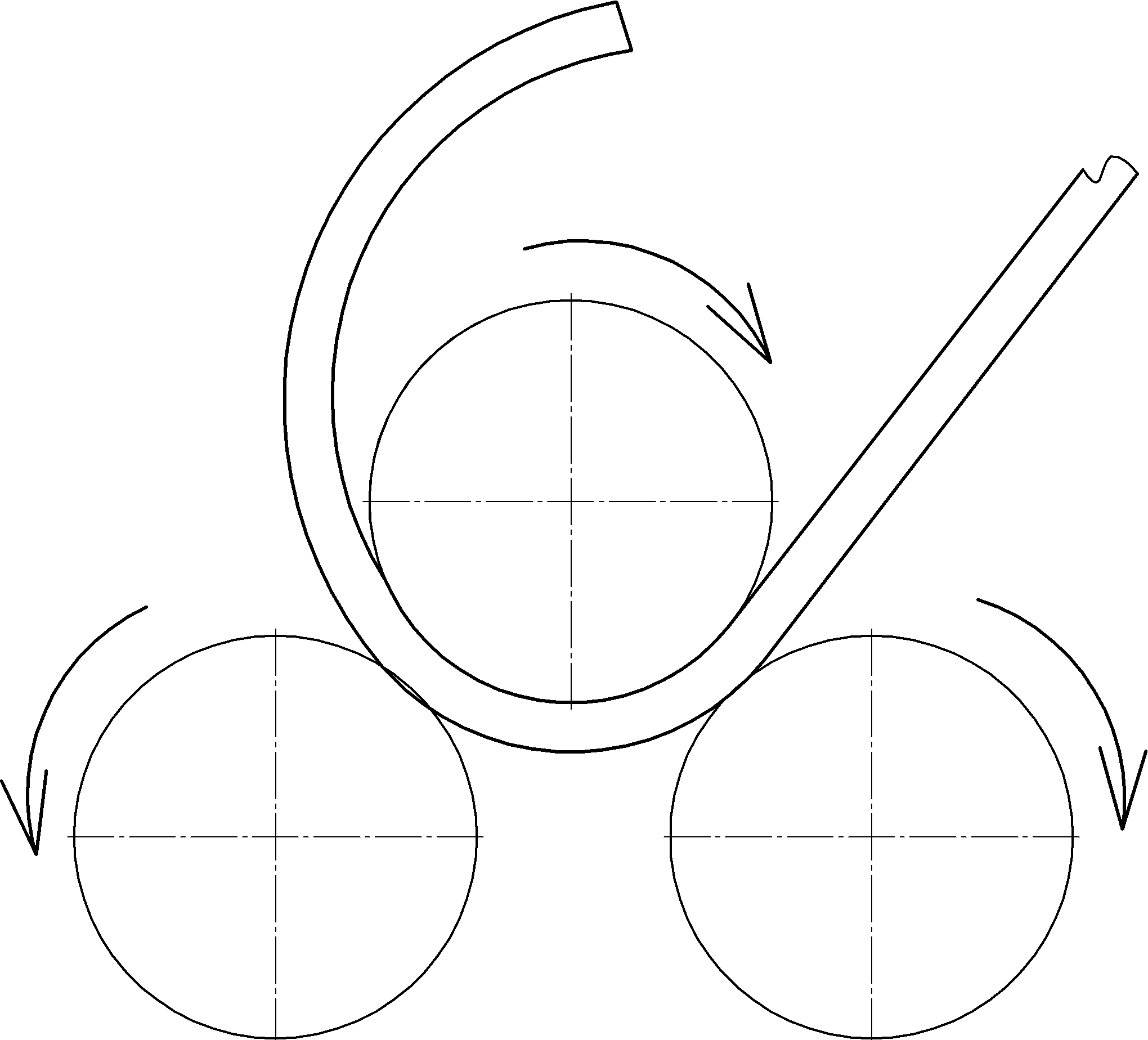 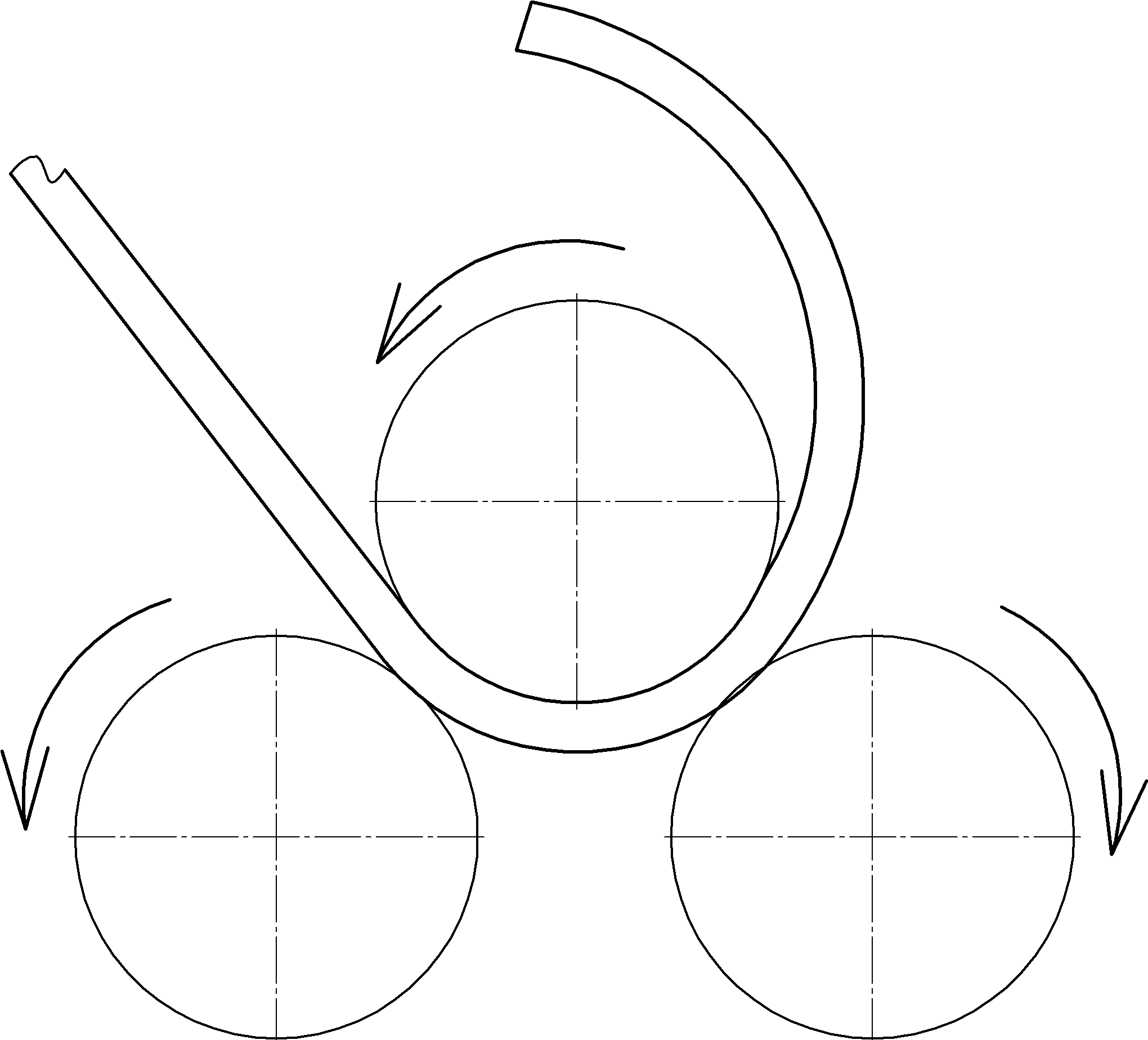 а) б) в) г)
а) б) в) г)
| а | б | в | г | а | |
| Випробовування на герметичність вузлів і складових РКЛА виконують за допомогою: а) 10% повітряно-гелієвої суміші; б) 10% повітряно-водневої суміші; в) 10% розчином «хромпіка»; г) 10% повітряно-аргонової суміші. | а | б | в | г | а | |
| Перед кожним переходом штампування півсфер кулебалонів із титанового сплаву ВТ6С заготовки: а) охолоджують до –900 С; б) нагрівають до +900 С; в) відпалюють при +4500 С; г) нагрівають до +9000 С. | а | б | в | г | г | |
| Узагальнений маршрутний ТП виготовлення кулебалонів високого тиску з титанового сплаву ВТ6С такий: а) виготовлення півсфер, складання-зварювання кулебалону, вварювання штуцера, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка поверхні, мийка і сушка, випробування на міцність та герметичність; б) виготовлення півсфер, виготовлення штуцерів, складання-зварювання кулебалону, рентгеноконтроль зварних швів, термообробка, піскоструминна обробка, мийка і сушка, випробування на міцність та герметичність; в) виготовлення півсфер, виготовлення штуцерів, зварювання штуцерів з півсферами, складання-зварювання кулебалону, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка поверхні, рентгеноконтроль балона, мийка і сушка, випробування на міцність та герметичність. г) виготовлення півсфер, виготовлення штуцерів, зварювання штуцерів з півсферами, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка поверхні, рентгеноконтроль балона, мийка і сушка, випробування на міцність та герметичність. | а | б | в | г | в | |
| Чи можливе виготовлення клепаного «сухого» конічного відсіку панельної конструкції: а) так; б) такі відсіки виготовляють литтям; в) ні; г) такі відсіки не бувають «сухими». | а | б | в | г | в | |
| Яка з технологічних схем складання-клепання циліндричних «сухих» відсіків є найбільш раціональною: а) виготовлення силового набору, стапельне складання, позастапельні роботи; б) виготовлення силового набору, виготовлення торцевих стикувальних шпангоутів, виготовлення обшивок, стапельне складання, позастапельні роботи; в) стапельне складання, позастапельні роботи, виготовлення торцевих стикувальних шпангоутів, виготовлення силового набору, виготовлення обшивок; г) виготовлення силового набору і сегментів обшивки, виготовлення панелей, виготовлення торцевих стикувальних шпангоутів, стапельне складання, позастапельні роботи. | а | б | в | г | г | |
| Оболонки камери ДУ з гофрованою проставкою з’єднуються: а) зварюванням; б) клепанням; в) паянням; г) склеюванням. | а | б | в | г | в | |
| В трубчатих КЗ форма камери формується шляхом: а) шляхом профільованих трубок прямокутного, плавнозмінного перерізу за допомогою зварювання; б) шляхом профільованих трубок прямокутного, плавнозмінного перерізу за допомогою паяння; в) шляхом профільованих трубок круглого, плавнозмінного перерізу за допомогою зварювання; г) шляхом профільованих трубок круглого, плавнозмінного перерізу за допомогою паяння. | а | б | в | г | б | |
| В якості матеріалів для кулебалонів високого тиску використовуються: а) спеціальні титанові сплави типу ВТ6-С; б) спец |