|
|
ВЫБОР И ОБОСНОВАНИЕ СРЕДСТВА ИЗМЕРЕНИЯ
Выбор средства измерения начинается с определения оптимальных метрологических, эксплуатационных и надежностных характеристик, которыми должно обладать СИ.
Допускаемая погрешность измерения контрольно-измерительного приспособления находится по [2] и для данного измерения составляет  .
.
Определяем допустимую погрешность средства измерения (инструментальную погрешность) по формуле:
 (3.1)
(3.1)

Цена деления определяется в зависимости от величины допустимой инструментальной погрешности СИ. Принимаем  .
.
Измерительное усилие Рус обуславливается характером контролируемых поверхностей при измерении, жесткостью контролируемой поверхности, величиной допуска измеряемого параметра. Поскольку ограничения на его величину отсутствуют, принимаем  . Допустимое колебание измерительного усилия оговорено величиной
. Допустимое колебание измерительного усилия оговорено величиной  .
.
Основным показателем надежности СИ является: наработка до первого отказа при вероятности безотказной работы Р. В соответствии с ГОСТ 23642-79 оговорим количество циклов измерений, обеспечивающих заданное количество контрольных операций.

Вероятностью безотказной работы зададимся  , исходя из возможностей измерительных средств, выпускаемых инструментальной отраслью машиностроения.
, исходя из возможностей измерительных средств, выпускаемых инструментальной отраслью машиностроения.
После того, как стали известны допустимые значения по метрологическим, эксплуатационным и надежностным показателям, можем приступить к поиску СИ. Приемлемым считается СИ, значения характеристик которого находятся в таком соотношении с допустимыми.
 ;
;  ;
;  ;
;  ;
;  ;
;  .
.
Поиск осуществляем в таблицах технических характеристик рычажно-зубчатых измерительных головок. Наиболее подходящим по показателям является индикатор многооборотный модели 2 МИГ (класс 0). Эскиз представлен на рисунке 3.1. Данный индикатор имеет следующие параметры [3]:
 ;
;  ;
;  ;
;  ;
;  .
.
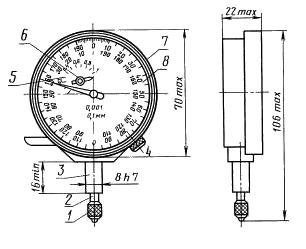
Рисунок 3.1 – Эскиз индикатора многооборотного.
Сопоставив эти значения с допустимыми (расчетными), приходим к выводу, что заданные условия точности, надежности и экономичности соблюдаются.
 ;
;  ;
;  ;
;  ;
;  .
.
Другие СИ обладают меньшей надежностью. Поэтому для разрабатываемого КИП наиболее подходящим вышеуказанный многооборотный. Индикатор соответствует [3].