|
|
Існуючі системи керування завантаженням шихти у домну та їх аналіз
Класи систем автоматизації процесів доменної печі.
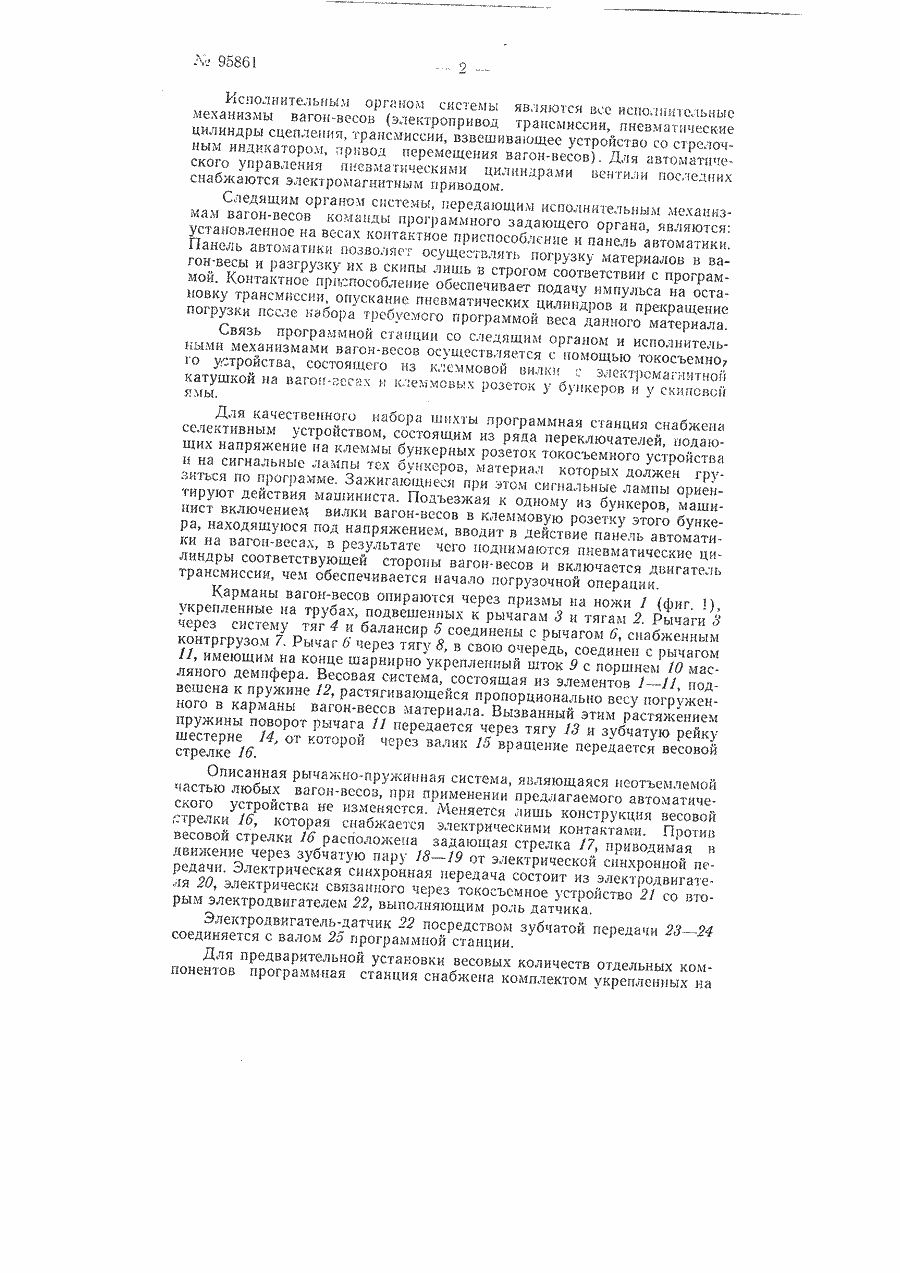
Прилад для набору та зваження шихти вагон-вагами.




1.3.3Безконусний завантажуючий пристрій(БЗП)конструкції Гіпромеза, Азовсталі и Азовмаша.
Основні вузли БЗП лоткового типу розробленного колективами Гипромезу, Азовсталі та Азовмаша (рис. 1): приймальна воронка, газовідсікаючі клапани та лотковий розподільник шихти — виконані на основі винаходів СРСР № 92719, 427057, 995516, 1093703,181143.

| Рисунок 1 - Безконусний завантажуючий пристрій (БЗП) конструкції Гіпромеза, Азовсталі и Азовмаша. |
Приймальна воронка - стаціонарна, що дозволяє надійно вирішити питання укриття зони розвантаження скіпів і герметичного стикування приймальної воронки з горловинами бункерів. Крім того, приймальня воронка змонтована на відкатній платформі з метою звільнення монтажної зони для вантажопідйомних засобів на час ремонтів .
У газовідсічних клапанах застосовані металеві контактні поверхні сідла і тарелі , наплавлені зносостійкими матеріалами : релітовимі наплавленнями, стрічкою ПЛ-АН-111 та іншим.
Автоматичне управління завантаженням здійснюється відповідно з даною програмою, в основу якої покладено цикл завантаження. Зазвичай він складається з 12 - 24 порцій коксу та залізовмісних матеріалів,які чергуються в певному порядку. Кожна порція завантажується в один бункер. Програмою задається черга заповнення бункерів, вид матеріалу, що завантажується і кутові положення розподільного лотка, при яких порція вивантажується в піч.
Обертовий розподільний лоток має 11 фіксованих положень кута нахилу від 0 до 53 °, що дозволяє подавати шихту в будь-яку зону колошника. Зазвичай програма передбачає поділ за масою залізорудної порції на 2-4 частини, а коксу на 3-5 частин. Укладання частин проводиться кільцями від периферії до центру.
Бункери завантажувального пристрою встановлені на массдозах, що виробляють сигнал, пропорційний масі бункера. Массодозуючий пристрій визначає масу матеріалу, діле його порівну на задану програмою кількість частин і видає команди на зміну кута нахилу лотка після закінчення кожної частини шихти. Рівномірне по висоті укладання матеріалу досягається тим, що крок зміни кута нахилу лотка заданий таким, що збільшується в міру зменшення кута між лотком і віссю печі так, щоб площі кілець матеріалу, завантаженого при різних кутових положеннях , були рівні.
В програму завантаження, що задається ввели не тільки діапазон зміни кутових позицій лотка при вивантаженні порції шихти, а й бажану кількість кілець укладання матеріалу на колошнику в кожній позиції. При цьому відстеження поточної маси матеріалу в бункері по ходу висипання дозволяє автоматично коректувати кут розкриття шихтового затвора для «замикання» останнього кільця укладання шихти в кожній кутовій позиції лотка.
У режимі сегментного завантаження матеріалу в діапазоні окружності колошника, що задається, лоток переводиться в режим уповільненого обертання, що забезпечує завантаження відносно більшої маси матеріалу в заданий район колошника.
Уповільнення обертання лотка над заданим сегментом колошника може бути встановлено для всіх кутових позицій в циклі завантаження або тільки для верхніх чи нижніх. Уповільнення обертання на всіх кутових позиціях лотка забезпечує підвантаження всій площі обраного сегмента і застосовується, як правило, для вирівнювання нагріву горна по секторах льоток, коли відмінність змістів кремнію в чавуні по окремих льоткам перевищує ± 0,3 %.
Уповільнення обертання лотка на верхніх кутових позиціях циклу підвантажує периферію сегмента, це можна застосувати для регулювання газопроникності стовпа шихти в обраній зоні. Підвантаження коксом збільшує газопроникність верхньої "сухої" частини стовпа шихти,підвантаження залізорудним матеріалом знижує. Вибирається матеріал для підвантаження уповільненням обертання з урахуванням температури периферійних газів, складу радіального газу, характеру роботи зондів, змісту кремнію в чавуні по льоткам, роботи повітряних фурм, стану гарнісажу низу шахти і заплічок печі. Припустимо регулювання з уповільненням обертання лотка до 40% порцій того чи іншого матеріалу в циклі подач з перервами 1 - 4 год. для аналізу отриманого ефекту.
Уповільнення обертання на крайніх нижніх кутових позиціях лотка забезпечує підвантаження залізорудною частиною шихти осьової зони печі. Завантаження в даному режимі може бути використано для поліпшення дренажної здатності горна в прилеглому до певної льотці сектора. Тривалість застосування сегментного завантаження в цьому випадку визначається аналізом змін показників роботи льотки з видачі рідких продуктів плавки і виходу коксографітового сміття, вмісту кремнію в чавуні, цинку і лугів в шлаку.
Розподільник лоткового типу забезпечує необхідну концентрацію матеріалів при зсипання у всі зони колошника. Радіальна ширина безпосередньо загружаемой кільцевої зони становить 750 мм. Максимальна концентрація шихти в проміжній частині колошника становить 35 - 50 %, а в периферійній зоні - 52 - 85 %.
Найкращий результат дав цикл завантаження виду: К- 7 - 5; Р- 7 -6; К- 7 - 4; Р- 7 - 4; К- 6 - 3; Р- 6 - 3; К- 7 - 4; До -4-3; Р- 7 - 4 (маса залізорудної порції 95 т, рівень засипу 1,4 м), де цифрами вказується діапазон кутових положень лотка, при використанні яких завантажували порції коксу (К) і залізорудних матеріалів (Р). Середне рудне навантаження склало - 3,83.
Важливим фактором, що забезпечує стабільний хід доменної печі, є рівномірний розподіл шихти по периферії. Виконаний аналіз периферійного розподілу шихтових матеріалів при завантаженні печі БЗП показав, що за два цикли максимальне відхилення рудного навантаження складає всього 3,5 %, тоді як за перший цикл воно дорівнювало - 6 %, а за другий - 6,1%. Максимальна периферійна нерівномірність за величинами рудних навантажень в подачі 1 ( порції К і Р ) склала - 10,5%. Периферійна нерівномірність за масою при розвантаженні порції коксу має максимальне значення 10,5 % і 10,8 %, в порціях № -1 і № 3 відповідно. Після розвантаження залізовмістної частини шихти максимальне значення периферійної нерівномірності 7,8 % і 7,1 %, в порціях № -2 та № -18 відповідно. Таким чином, досить висока периферійна нерівномірність в окремих порціях та подачах нівелюється в одному циклі, а тим більше за два цикли. Периферійний розподіл матеріалів при БЗП з лотковим розподілом шихти є задовільним і забезпечує нормальну роботу печі.
Лотковий розподільник володіє широкими можливостями регулювання розподілу шихти і рядом важливих особливостей роботи які дозволяють забезпечити раціональний розподіл шихтових матеріалів та ефективне використання газового потоку в ДП.
Програма циклу завантаження , що забезпечує заданий розподіл рудного навантаження по радіусу печі може бути складена шляхом досить великої кількості поєднань різних наборів кутових положень при вивантаженні порцій шихтових матеріалів. За допомогою вибору раціонального набору можна організувати розподіл шихти без істотного її зміщення по нахилу профіля. Таким чином ступінь впливу пересипання матеріалів за профілем засипу зменшується і все більша частина шихтових матеріалів, що вивантажуеться залишається в тих кільцевих зонах, в які вони завантажуються розподільником .
1.4 Вимоги до системи управління
Висновки за розділом