|
|
Зондові датчики атомно-силових мікроскопів
Зондування поверхні в атомно-силовому мікроскопі проводиться за допомогою спеціальних зондових датчиків, що являють собою пружну консоль - кантилевер (cantilever) з гострим виступом на кінці (рис.2.5). Датчики виготовляються методами фотолітографії і травлення із кремнієвих пластин. Пружні консолі формуються, в основному, з тонких шарів легованого кремнію, Si2 або Si3N4.
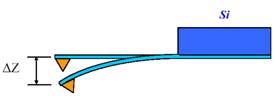
Рисунок 2.5 – Схематичне зображення зондового датчика АСМ
Один кінець кантилевера жорстко закріплений на кремнієвій підставі - тримачі. На іншому кінці консолі розташовується зонд у вигляді гострої голки. Радіус закруглення сучасних АСМ зондів становить 1 ÷ 50 нм залежно від типу зондів і технології їхнього виготовлення. Кут при вершині зонда - 10÷ 20º. Силу взаємодії зонда з поверхнею F можна оцінити в такий спосіб:

де k – твердість кантилевера; ∆Z – величина, що характеризує його вигин. Коефіцієнти твердості k варіюються в діапазоні 10-3÷10 Н/м залежно від матеріалу і геометричних розмірів кантилевера.
При роботі зондових АСМ датчиків у коливальних режимах важливі резонансні властивості кантилеверів. Власні частоти вигинних коливань консолі прямокутного перетину визначаються формулою:
 (1)
(1)
де l – довжина консолі; Е – модуль Юнга; J – момент інерції перетину консолі; ρ - щільність матеріалу; S - площа поперечного переріза; λi –чисельний коефіцієнт (у діапазоні 1÷100), що залежить від моди вигинних коливань.

Рисунок 2.6 – Основні моди вигинних коливань консолі
Відповідно до рівняння (1) резонансна частота кантилевера визначається його геометричними розмірами і властивостями матеріалу. Частоти основних мод лежать у діапазоні 10÷1000 кГц. Добротність кантилеверів, в основному, залежить від того середовища, у якій вони працюють. Типові значення добротності при роботі у вакуумі становлять  . На повітрі добротність знижується до 300 - 500, а в рідині падає до 10 - 100.
. На повітрі добротність знижується до 300 - 500, а в рідині падає до 10 - 100.
В АСМ застосовуються, в основному, зондові датчики двох типів - з кантилевером у вигляді балки прямокутного перетину та із трикутним кантилевером, утвореним двома балками. На рис. 2.7 показані електронно-мікроскопічні зображення зондових датчиків для АСМ, що випускаються серійно.

Рисунок 2.7 – Електронно-мікроскопічне зображення АСМ зонда, розташованого на прямокутній консолі (а) і трикутному кантилевері (б)
Зондові датчики із трикутним кантилевером мають при тих же розмірах більшу твердість і, отже, більш високі резонансні частоти. Найчастіше вони застосовуються в коливальних АСМ методиках.
Для виготовлення зондових датчиків використовуються пластини кристалічного кремнію орієнтації (110). На поверхню пластини наноситься шар фоторезисту (рис.2.8, етап 2). Потім фоторезист експонується через фотошаблон, і частина фоторезисту видаляється за допомогою хімічного травлення. Далі проводиться імплантація іонів бору на глибину порядку 10 мкм в область кремнію, не захищену фоторезистом (етап 3). Після цього фоторезист змивається в спеціальному травителі, і потім проводиться термічний отжиг пластини, у результаті якого атоми бору вбудовуються в кристалічну решітку кремнію.
Рисунок 2.8 – Основні етапи процесу виготовлення зондових датчиків
Кремній, легований бором, утворить так званий стоп-шар, що зупиняє процес травлення для деяких селективних речовин. Потім на звороті пластини знову проводиться фотолітографія, у результаті якої формується шар фоторезисту точно над областю, імплантованої бором. Після цього пластина покривається тонким шаром Si3N4 (етап 4). Потім проводиться селективне травлення фоторезисту, причому в процесі розчинення фоторезист набухає і видаляє розташовану над ним тонку плівку Si3N4 (етап 5). Пластина кремнію протравлюєтся наскрізь до стоп-шару за допомогою селективного травителя, що не взаємодіє з легованим кремнієм і шаром Si3N4, (етап 6). Після цього Si3N4 змивається, і на звороті пластини в легованій області методом фотолітографії формуються острівці з фоторезисту (етап 7,8). Потім проводиться травлення кремнію, у результаті якого виходять стовпчики кремнію під острівцями фоторезисту (етап 9). Далі за допомогою плазмового травлення зі стовпчиків кремнію формуються голки (етап 10,11). Для поліпшення відбивних властивостей кантилевери зі зворотної сторони покриваються тонким шаром металу (Al, Au).
У результаті даних технологічних операцій виготовляється цілий набір зондових датчиків на одній кремнієвій пластині. Для проведення електричних вимірів на зонд наносяться провідні покриття з різних матеріалів (Au, Pt, Cr, W, Mo, Ti, W2C і ін.). У магнітних АСМ датчиках зонди покриваються тонкими шарами феромагнітних матеріалів, таких як Co, Fe, CoCr, FeCr, CoPt та ін.