Источники для сварки алюминия.


Источник переменного тока (рис. 6.4) используют при сварке алюминиевых сплавов. Специфические требования, вызванные особенностями дуги переменного тока, сформулируем на основе анализа осциллограмм тока и напряжения (рис. 6.4,6). При этом необходимо учитывать различие физических свойств тугоплавкого вольфрамового электрода и сравнительно легкоплавкого основного металла — алюминия. В полупериоде прямой полярности, когда катодом является нагретый выше 4000 К вольфрамовый электрод, мощная термоэлектронная эмиссия обеспечивает значительный ток i
пр и интенсивное плавление основного металла. Напряжение зажигания почти равно напряжению дуги ц
нр и при короткой дуге в аргоне может составлять всего 10 В. В полупериоде обратной полярности для зажигания дуги за счет механизма автоэлектронной эмиссии требуется очень большое напряжение

— около 200 В, так как термоэлектронная эмиссия со сравнительно холодного алюминиевого катода ничтожно мала. Велико и напряжение горения дуги обратной полярности u
об оно превышает 20 В. Сила тока обратной полярности i
обр на 20-50 % ниже по сравнению с током прямой полярности. Однако в полупериоде обратной полярности идет очень полезный процесс — интенсивное катодное распыление оксидной пленки Аl2О3 благодаря бомбардировке алюминиевой детали положительными ионами. Сварку алюминия на постоянном токе обратной полярности применяют ограниченно из-за сильного нагрева электрода, ее рекомендуют лишь при токе до 150 А. Удачной альтернативой является сварка на переменном токе, но она предъявляет к источнику особые требования.
Импульсный источник (6,5)для сварки пульсирующей дугой рекомендуют для соединения деталей малой толщины, поскольку при правильном подборе параметров импульса и паузы удается снизить опасность прожога
(рис. 6.5). Программное управление током осуществляется с помощью маломощного генератора импульсов — полупроводникового мультивибратора (см. рис. 6.2
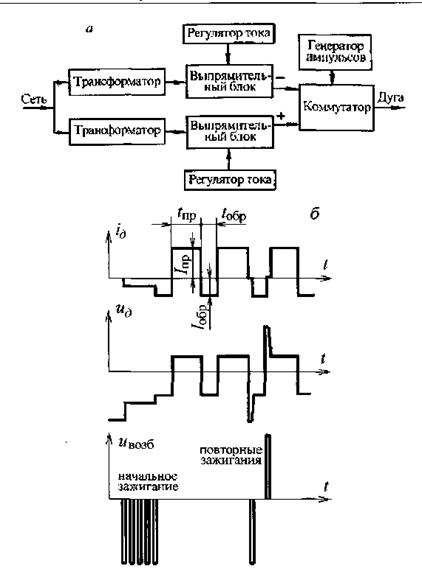
Источник разнополрных импульсов (рис. 6.6) предназначен для сварки алюминиевых сплавов. Он может иметь два силовых канала, каждый из которых включает в себя трансформатор и выпрямительный блок. Один канал предназначен для питания дуги прямой полярности, другой — дуги обратной полярности. С помощью силового полупроводникового коммутатора каналы попеременно подключаются к дуге, генерируя прямоугольные импульсы тока прямой и обратной полярности (рис. 6.6,
а). Так же как и при сварке на переменном токе, в такте прямой полярности (— на вольфрамовом электроде) происходит более интенсивное плавление основного металла, а в такте обратной полярности (+ на электроде) идет катодная очистка поверхности детали от оксидов (рис. 6.6,6). Регулирование тока прямой /
пр и обратной /
0б
Р полярности обычно осуществляется плавно и независимо друг от друга. Как правило, ток обратной полярности устанавливают небольшим, но достаточным для удаления оксидной пленки, в зависимости от чистоты поверхности свариваемых деталей (после травления, механической зачистки и т.д.). Ток прямой полярности настраивают в зависимости от толщины изделия и диаметра электрода, он может превышать ток обратной полярности в 1,5-4 раза.
Длительность импульсов прямой
, и обратной полярности настраивается отдельно в интервале от 1 до 20 мс
Высокочастотный источник (рис. 6.7) обычно создается на базе ин-верторного. Как известно, переменный высокочастотный ток получается путем попеременного включения вентилей VТ1 и VТ2. На дугу может подаваться как переменный ток от трансформатора Т (рис. 6.7,6), так и несглаженный выпрямленный с блока V2, при необходимости с двойным модулированием (рис. 6.7,виг). Пульсирующий ток может быть получен также из постоянного с помощью высокочастотного полупроводникового преобразователя (рис. 4.36). Высокочастотный ток придает дуге вместо конической эллипсоидную форму, это ограничивает ее блуждание и повышает пространственную устойчивость, особенно при малых токах.

Рис. 6.7. Инверторный импульсный источник: а — упрощенная схема, б — импульсный переменный ток, в — амплитудное, г — частотное модулирование постоянного тока
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.