|
|
Соединения с натягом
Установка охватываемой поверхности в меньшую по размеру охватывающую используется при:
· Посадке подшипников
· Посадке ободов ротора
· Посадке колес на валы
· Посадке штифтов
Способы сборки:
1) Запрессовка прессом или приспособлением
2) «Горячая» и «холодная» сборка с зазором
Прочность соединения обеспечивается механическими напряжениями в месте посадки.
Назначение соединения:
1) Передача крутящего момента (небольшого) в передаточных механизмах
2) Сохранение взаимного расположения деталей при действии различных сил
Материалы для соединения: металл-металл, металл-неметалл
Метод сборки запрессовкой на гладкие поверхности

N = dв – dотв, f – длина сопряжения деталей
Прочность соединения зависит от величины натяга, при котором возникает удельное давление:
 , где
, где
E1, E2 – модули упругости материала втулки и вала, H/м2;
C1, C2 – коэффициенты Лямме
Соединение выдерживает осевую нагрузку, если сила трения в соединении будет ее превышать.
Fтр = P*S*f, где S – площадь контакта, f – коэффициент трения
 – развиваемая сила трения
– развиваемая сила трения
 – вычисление натяга по известной осевой силе
– вычисление натяга по известной осевой силе
 - вычисление натяга по известному моменту.
- вычисление натяга по известному моменту.
 – при одновременном действии силы и момента.
– при одновременном действии силы и момента.
Δ = 1,2 (Rz1 + Rz2) – поправка на смятие микронеровностей
Nпол ≥ N + Δ
«Горячая» и «холодная» сборка
Предварительно вычисляется разница температур, необходимая для сборки:

Nр – расчетный требуемый натяг
α – ТКЛР материала нагреваемой (охлаждаемой) детали
Δ0 – произвольный зазор
dсб – диаметр сборки
dн – диаметр сборки
После производится сборка деталей обычным способом.
Клеевые соединения
Являются наиболее часто используемыми в конструкциях приборов.
Преимущества клея:
1) Возможность соединить детали не поддающиеся пайке и сварке (например пластик, сплав бериллия)
2) Соединения малогабаритных деталей
3) Стойкость клея и коррозии
4) Равномерность напряжений в клеевом шве
Область использования клея:
1) Склейка пакетов и сердечников из пластин стали при использовании пакетов в электрических машинах, трансформаторах
2) Склейка витков проводов в катушках и секциях обмоток
3) Приклейка проводов к корпусным деталям
4) Приклейка уплотнителей
5) Приклейка узлов к корпусу
6) Приклейка элементов на печатные платы
7) Соединение оптических деталей
8) Закрепление шильдиков, шкал, бирок
9) Заделка микропор в деталях, изготовленных из порошка
10) Стопорение резьбы
11) Установка контактов заземления токопроводящим клеем

В клеевом слое возникают межмолекулярные силы сцепления клея с клеевым материалом. Способность клеев характеризуется адгезией и когезией. Когезия - характеристика сцепления молекул клея между собой.
Адгезионное разрушение – отрыв клея от поверхности детали.
Когезионное разрушение – разрыв слоя клея.
Характеристики клея зависят от его марки и материала деталей.
Состав клеев (группы компонентов):
1) Основа клея – различные смолы: эпоксидные, силиконовые, полиэфирные, акриловые, каучуки различного происхождения.
2) Растворители – входят в состав отдельных клеев (БФ, ВК-53М). Их виды:
· Эфиры
· Спирты
· Талуол
Отвердители и ускорители – обеспечивают отвердение клея в заданный промежуток времени это поли амины и полиамиды.
3) пластификаторы – устраняют усадочное напряжение в клее при отвердевании. Дигутилфтоллат, дифенил.
5) наполнители – порошки, кварцы, графиты, асбест, электрокорунд. Измеряют свойства клея:
- модуль упругости.
- тклр.
- теплопроводность.
- электропроводность.
- вязкость не отвердевавшего клея.
6. стабилизаторы – обеспечивают стабильность клея при старении.
Технические свойства клея:
1. Жизнеспособность. Бывает приготовление непосредственно в цехе (жизнеспособность – несколько часов), а бывает поставка клея в специальной таре (жизнеспособность – месяцы).
2. Вязкость (текучесть) – определяет технологию нанесения на детали. жидкий клей распыляют, а вязкий наносят шпателем или иглой.
3. Прижимное давление – процесс отвердевания клея должен происходить под давлением для вытеснения воздуха из шва. Количество отверждённого клея зависит от давления. Давление прописано в стандарте.
4. Температура отвердевания. Искать в стандартах.
5. Время отвердевания. Искать в стандартах.
6. Токсичность не отвердевшего клея – определяется токсичностью его компонентов. Твердый клей не токсичен.
Конструктивные свойства клеев:
1. Прочность шва на отрыв и срыв.
2. Диапазон рабочих температур.
3. Стойкость к агрессивным средам и влаге.
Марка клея, его состав и свойства, а также конструктивные параметры установлены ОСТ 180517 и ОСТ 180215.
Виды клеев: жидко образные, пастообразные, липкие ленты. Области использования и параметры некоторых марок клеев.
| Назначение | Марка | Диапазон t. | t отверждения | МПА давления | жизнеспособность |
| Склейка пакетов и сердечников | БФ-2 БФ-4 | -60 … +85 | 125 – 3 часа 155 – 1 час | 0,5…2 | 6 месяцев при НУ |
| Силовая конструкционная склейка | ВК – 9 | -60 …+125 | НУ – 24 часа 65 – 3 часа | 0,01 … 0,05 | 2,5 месяца в НУ |
| Вакуумно-плотные швы | К – 400 | -196 …+ 300 | НУ – 48 часов 80 – 4 часа | 0,03…0,05 | 1 месяц в НУ |
| Приклейка резины к металлу | Лейканат | -60 … +130 | 143 – 1час | 0,05…0,1 | 18 месяцев в НУ |
Клеи из таблицы стойкие к агрессивным средам: масло, бензин, ацетон, хлоформ, кислоты, щелочи, вода. БФ – 2 и БФ – 4 не стойкие к спирту. К – 400 не выносит ацетона.
Прочность шва в обобщенном виде
| Склеиваемые материалы | Прочность на отрыв, сдвиг в МПА |
| Металл – металл Металл – пластик Металл – резина | 10…30 1..10 0,5…2 |
С увеличением температуры прочность шва уменьшается. При повышении температуры с комнатной до +110 прочность падает в 3 раза. Виды клеевых швов аналогичны сварным и паяным.
Последовательность клейки:
1. Изготовление клея смешиванием просеянных компонентов. Оборудование: весы, клеемешалки, вязкометры.
2. Подготовка поверхности детали. одним или комбинацией способов:
- зачистка шкуркой, пескоструйкой и обеспечением R 2,5.
- травление кислотой
- обезжиривание контактных поверхностей. Металл обезжиривается бензином, ацетоном, спиртом. Резина – ацетон, растворитель. Гальваническое покрытие имеет хорошую адгезию.
3. Нанесение клея на поверхности. Инструмент: валик, шпатель, палочка, распылитель.
4. Базирование деталей и их соединение.
5. Создание давления в приспособлении. Детали приспособления, контачащие с клеем, изготавливают из фторопласта и смазывают смазками к-21, к-141, к-36.
6. Снятие подтеков клея шпателем, палочкой.
7. Выдержка при режимной температуре.
8. Демонтаж приспособления.
9. Контроль качества шва.
Виды контроля качества:
1. Разрушение соединения с определением прочности на сдвиг и отрыв, а так же проверка отсутствия пустот.
2. Проверка герметичности шва.
3. Сравнение с контрольным образцом.
Недостатки склейки:
1. Низкая прочность шва.
2. Необходима нагрева узлов до высоких температур для отвердевания клея.
3. ТКЛР клея выше ТКЛР металла в 3-6 раза, что разрушает шов при резком изменении температуры.
Техника безопасности:
1. Соблюдение общих правил ТБ сборки.
2. Соблюдение ТБ при работе с компонентами 2-4 степени опасности.
3. Нужно оборудовать РА изготовления клея отдельными вытяжками.
4. Защита рук от жидкого клея мазями ХИОТ-6. Металла – перчатками.
Соединения пайкой.
Процесс соединения деталей в твердом состоянии с помощью расплавленного связующего компонента (припоя). Припой заполняет зазор и образует твердый соединительный слой.
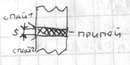
Шов состоит из 2 спаев и застывшего припоя в зазоре соединения. В спае действует силы адгезии припоя со слоем детали. С помощью пайки соединяют металл, керамику, стекло. Так же применяется для электромонтажа.
Условия хорошей пайки:
1. Хорошая смачиваемость припоем материала детали. обеспечивается использованием флюса.
2. Хорошая текучесть припоя, достигается температурой припоя и специальным флюсами.
Свойства и характеристики припоя:
Температура плавления. Характеризуется температурой начала давления плавления, когда в вязкой массе есть нерасплавленные фрагменты.
Есть температура полного плавления, по ней припои делятся:
1. Легко плавкие – полное плавление менее 300 градусов.
2. Среднее плавление – полное плавление менее 1000 градусов.
3. Туго плавкие – полное плавление более 100 градусов.
| Основа сплава | Марка | Тн-Тп | Прочность МПА |
| Олово – свинец | Пос – 61, пак – 50 | 183-200, 142-145 | 43, 40 |
| Серебро | Пср – 70 | 720 – 755 | |
| Медь – цинк | Пмц – 54 | 875 – 885 | |
| Висмут | Сплав «вуда» | 55-60 | Примерно 20 |
| Индий | 66IN-34 | 68-72 | Примерно 30 |
Сортамент припоев – проволока, пруток, лента, трубки, порошок.
Флюсы для пайки:
1. Без кислотные – улучшают текучесть припоя. Защищают поверхность детали от окисления в процессе пайки. Марки: канифоль, КСР, глицерин.
2. Кислотные – растворяют оксидные пленки на деталях при пайке. Защищают деталь от окисления. Марки :борная кислота, хлористый цинк, фтористый кальций, хлористый литий, хлористый кадмий.
Виды припоя:
1. Встык 
2. В скос 
3. В на хлёст 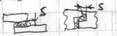
4. Телескопические 
5. Тавровые швы 
S – Зазор пайки. Для мягкого припоя S=0,2…0,5 мм, для тугоплавкого S=0,05…0,01 мм.
 - обозначение на чертеже.
- обозначение на чертеже.
На выноске пишется пункт чертежа.
Последовательность пайки:
1. Очистка спая от механического, жирного и других загрязнений. Очистку ведут способами: механическая очистка, травление кислотами, обезжиривание бензином или растворителем.
2. Лужение – нанесение на поверхность деталей слоя припоя. Есть предварительное лужение пайкой. При лужении нужно защищать поверхности, не подлежащие лужению, графитовой смазкой. Обслуживание поверхности предварительно покрывается флюсом. Толщина слоя олова (припоя) обеспечивается температурой припоя.
3. Временное скрепление деталей приспособлением так, что бы обеспечить легкий доступ к шву и требуемый зазор S.
4. Пайка. Припой вносится жалом паяльника, его температура должны быть выше температуры плавления припоя на 50 – 60 градусов.
5. Демонтаж приспособления.
6. Промывка от остатков флюса. Жидкость для промывки: спирт, бензин, щелочь.
7. Защита шва от коррозии покрытием лаком. Марки лака: УР-231, АК – 20.
Виды пайки по характеру расплавления припоя и видам его внесения в зазор:
1. С местным нагревом в зоне шва: паяльником, горелками, индукторами. Для предотвращения перегрева деталей используют теплоотводы в виде накладок. Они должны охватывать детали.
2. С общим нагревом деталей до температуры плавления припоя: в электропечах, в солевых ваннах. Раствор солей КС1, ВаС1, температура в ванне 800 – 1000 градусов