|
|
Водоснабжения и газоснабжения
Основные сведения и данные для выполнения монтажного проектирования санитарно-технических систем
Монтаж санитарно-технических систем должен осуществляться индустриальным методом с предварительной заготовкой и укрупненной сборкой узлов и элементов трубопроводов в заготовительных мастерских и на заводах.
Для производства монтажно-сборочных работ необходимы планы этажей, на которых с привязкой к строительным конструкциям должны быть нанесены:
отопительные приборы, стояки и подводки системы отопления;
санитарные приборы, стояки и подводки систем водоснабжения и канализации;
плиты, водонагреватели, стояки и разводки системы газоснабжения;
схемы стояков и магистралей с указанием мест присоединения стояков.
Монтажные чертежи, на основе которых в заготовительных мастерских выполняют детали и узлы санитарно-технических систем, а затем на объекте строительства производят их окончательную сборку, разрабатывают по комплекту рабочих чертежей с учетом монтажных положений трубопроводов и приборов. В них указывают строительную, монтажную и заготовительную длину трубных деталей.
Системы отопления, газоснабжения и водоснабжения зданий могут быть выполнены из стальных, медных, металлополимерных и полипропиленовых труб. На территории России наиболее широко применяются первые из перечисленных, поэтому вначале рассмотрим монтажное проектирование санитарно-технических систем с использованием стальных водогазопроводных труб, технические характеристики которых приведены в табл. 1.1 [16].
Таблица 1.1
Параметры труб стальных водогазопроводных по ГОСТ 3262-75*
| Диаметр условного прохода, мм | Наружный диаметр, мм | Толщина стенки труб, мм | Теоретическая масса 1 м труб, кг | ||||
| легких | обыкновенных | усиленных | легких | обыкновенных | усиленных | ||
| 17,0 21,3 26,8 33,5 42,3 48,0 60,0 75,5 | 2,0 2,5 2,5 2,8 2,8 3,0 3,0 3,2 | 2,2 2,8 2,8 3,2 3,2 3,5 3,5 4,0 | 2,8 3,2 3,2 4,0 4,0 4,0 4,5 4,5 | 0,74 1,16 1,5 2,12 2,73 3,33 4,22 5,71 | 0,8 1,28 1,66 2,39 3,09 3,84 4,38 7,05 | 0,98 1,43 1,86 2,91 3,78 4,34 6,16 7,88 |
Представленные в табл. 1.1 трубы производят двух видов – неоцинкованные и оцинкованные. Последние в основном используют для внутреннего водопровода.
Для систем жизнеобеспечения зданий, выполненных из любого материала, в том числе и стали, при монтажном проектировании определяют строительную, монтажную и заготовительную длину трубных деталей. Поэтому рассмотрим основные понятия, характеризующие данный вид проектирования.
Деталь – часть трубопровода, не имеющая соединений, например отрезок трубы, отвод, переход, тройник-фланец, а также отдельные изделия, входящие в конструкцию.
Элемент - часть узла, состоящая из двух - трех деталей, соединенных сваркой или резьбой (труба с фланцем, труба с одним или двумя отводами).
Узел – компоновка нескольких элементов, собранных между собой с применением разъемных и неразъемных соединений. В его состав входят стандартные и нестандартные детали.
Блок – участок трубопровода, который состоит из узлов, собранных между собой с помощью разъемных и неразъемных соединений. В блоки узлы собирают перед монтажом.
Радиаторный блок – отопительный прибор с необходимым количеством секций, обвязанных трубными узлами (верхняя и нижняя подводки и часть этажестояка вместе с регулирующей арматурой).
Строительной длиной LС называется размер, который определяет положение трубопровода или отдельного элемента детали по отношению к другой, смежной детали или предмету оборудования системы.
Монтажной длиной LМ называется действительная длина трубной детали, или иначе расстояние между концами детали без навернутой не нее соединительной части или арматуры, то есть проекция детали на плоскость. Монтажная длина меньше строительной длины на величину, равную расстоянию от оси фасонной части или арматуры до торца трубной детали. Эта величина носит название «скида». На рис. 1.1 показаны измерения для определения строительной, монтажной длин и скида.
Заготовительная длина Lзаг – это размер детали в спрямленном виде, то есть длина отрезка трубы, из которого изготовлена деталь требуемых размеров. Для прямых деталей монтажные и заготовительные длины равны между собой. На рис. 1.2 указаны все рассмотренные длины трубной детали.
При выполнении монтажного проектирования вычисляется заготовительная длина деталей, которая в конечном итоге определит необходимое количество труб, используемых для изготовления всех узлов, входящих в рассматриваемую систему.
Для прямых участков заготовительную длину можно легко определить, так как она равна монтажной. Если трубная деталь имеет сложную конфигурацию, то существуют расчетные зависимости, позволяющие вычислять данную величину.
|

Рис. 1.1. Схема замера строительной, монтажной длин трубной
детали и скида фасонной части

Рис. 1.2. Схема замера строительной, монтажной и
Заготовительных длин трубной детали
Так для отводов и полуотводов, схема которых представлена на рис. 1.3, заготовительная длина при стандартных радиусах изгиба R определяется по формуле
 , (1.1) где L1М, L2М – монтажные длины отвода, измеряемые в соответствии с рис. 1.3, мм; z - удлинение детали, вызванное остаточной деформацией, возникающей при выполнении гнутья, мм.
, (1.1) где L1М, L2М – монтажные длины отвода, измеряемые в соответствии с рис. 1.3, мм; z - удлинение детали, вызванное остаточной деформацией, возникающей при выполнении гнутья, мм.
При гнутье в конечном итоге произойдет удлинение детали, поэтому заготовку необходимо выполнить короче суммы монтажных длин, что отражено в формуле (1.1) вычитанием параметра z.
| |||
| |||
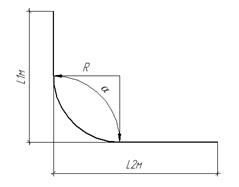
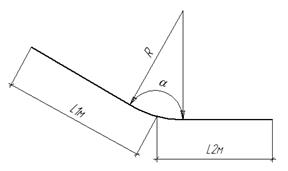
Рис. 1.3. Схемы отвода и полуотвода
Величину удлинения трубной детали z для отводов и полуотводов можно определить по табл. 1.2 [16]. Но при этом необходимо знать, что минимальная монтажная длина из L1М и L2М, позволяющая осуществить качественное гнутье, должна быть не менее 180 мм.
Таблица 1.2
Величины z для отводов и полуотводов при стандартных
радиусах изгиба R
| Угол a, Град | Значения z, мм при диаметре условного прохода труб, мм | ||||||
| 15 (R=50) | 20 (R=65) | 25 (R=85) | 32 (R=105) | 40 (R=120) | 50 (R=210) | 70 (R=310) | |
| - | - |
Для деталей, имеющих конфигурацию «утки», заготовительная длина вычисляется по формуле
 . (1.2)
. (1.2)
|

Рис. 1.4. Схема трубной детали, имеющей форму утки
Величину z, входящую в выражение (1.2), для уток можно найти по таблице 1.3 [16].
 Для обхода трубопроводов часто выполняют скобы, заготовительную длину которых вычисляют также по формуле (1.2).
Для обхода трубопроводов часто выполняют скобы, заготовительную длину которых вычисляют также по формуле (1.2).
|
При выполнении систем теплогазо- и водоснабжения часто приходиться производить Т-образное сварочное соединение, схема которого представлена на рис. 1.6. Определить заготовительную длину привариваемой трубной детали можно при использовании данных, приведенных в табл. 1.5 [16].
Таблица 1.3
Величины z для уток при стандартных радиусах изгиба R
| H, мм | Значения z, мм, и a, град, при диаметре условного прохода труб, мм | |||||||||
| (R=50) | (R=65) | (R=85) | (R=105) | R=120) | ||||||
| a | z | a | z | a | z | a | z | a | z | |
| - | - | - - | - | |||||||
Таблица 1.4
Величины z для скоб b = 2a - 180о
| Диаметр условного прохода огибаемой трубы, мм | h, мм | Значения z, мм, и a, град, при диаметре условного прохода труб, мм | |||||||||||
| a | z | a | z | a | z | a | z | a | z | a | z | ||

Рис. 1.6. Схема Т-образного сварочного соединения
Таблица 1.5
Величины скидов х для сварного Т-образного соединения
| Диаметр условного прохода основной трубы d1, мм | Значения х, мм, при диаметре условного прохода привариваемой трубы d2, мм | ||||
| - | - - | - - - | - - - - |
Устанавливаемые в системах жизнеобеспечения запорно-регулирующие устройства влияют на определение заготовительной длины трубных деталей. Чтобы правильно выполнить расчеты, необходимо знать величину скида применяемого оборудования, которая может быть определена в соответствии с рис. 1.7 по данным табл. 1.6 [16].
|

Рис. 1.7. Схема определения скида х для латунного крана
двойной регулировки КДР
Таблица 1.6
Значение величины скидов х на основную арматуру
| Диаметр условного прохода трубы, на которой установлена арматура, мм | Вентиль | Кран пробковый | Кран двойной регулировки КДР | Кран регулирующий трехходовой латунный | ||
| бронзовый | чугунный | бронзовый | чугунный | |||
| - - - - | - - - - |
При применении любого вида арматуры необходимо под нее устанавливать сгон, то есть небольшой участок трубы с длинной и короткой резьбой на его концах. Применение данной детали обеспечивает замену вышедшего из строя крана любой модификации. Стандартные размеры сгонов указаны в табл. 1.7 [16].
Сгон короткой резьбой устанавливается под кран, а его длинная резьба позволяет с помощью муфты и контргайки осуществить соединение с последующей трубной деталью, имеющей на конце короткую резьбу. Муфта в процессе монтажа размещается на концах как сгона, так и трубы. Контргайка устанавливается только на длинной резьбе непосредственно возле муфты, строго фиксируя положение последней на данной резьбе и одновременно герметизируя соединение с помощью фторопластового уплотняющего материала (лента ФУМ) или льняной пряди, пропитанной суриком или белилами. Параметры указанных выше и наиболее часто применяемых фитингов приведены в табл. 1.8 [16].
Таблица 1.7
Размеры и масса сгонов по ГОСТ 8969-75
| Диаметр условного прохода, мм | Диаметр в дюймах | Длина, мм | Длина трубной части с короткой резьбой, мм | Длина трубной части с длиной резьбой, мм | Масса, кг |
| 3/8 ½ ¾ 1 ¼ 1 ½ | 8,0 9,0 10,5 11,0 13,0 15,0 17,0 | 0,062 0,094 0,134 0,243 0, 336 0,463 0,608 |
Таблица 1.8
Размеры и масса муфт, контргаек и пробок
| Соединительные части | Параметры | Диаметр условного прохода, мм | ||||||
| d, дюймы L, мм Масса, кг | ½ 0,065 | ¾ 0,096 | 0,155 | 1 ¼ 0,226 | 1 ½ 0,309 | ||
| d, дюймы L, мм Масса, кг | ½ 0,074 | ¾ 0,108 | 0,173 | 1 ¼ 0,245 | 1 ½ 0,342 |


Окончание табл. 1.8
| Соединительные части | Параметры | Диаметр условного прохода, мм | ||||||
| Муфты прямые по ГОСТ 8966-75 | d, дюймы L, мм Масса, кг | ½ 0,067 | ¾ 0,086 | 0,163 | 1 ¼ 0,255 | 1 ½ 0,409 | ||
| d, дюймы Н, мм S, мм Масса, кг | ½ 0,034 | ¾ 0,041 | 0,077 | 1 ¼ 0,109 | 1 ½ 0,127 | ||
| d, дюймы Н, мм S, мм Масса, кг | ½ 0,037 | ¾ 0,044 | 0,076 | 1 ¼ 0,105 | 1 ½ 0,113 | ||
| d, дюймы L, мм S, мм Масса, кг | ½ 0,040 | ¾ 0,069 | 0,110 | 1 ¼ 0,157 | 1 ½ 0,186 |



Несмотря на широкий ассортимент выпускаемых в России нагревательных приборов, очень часто для систем отопления используют чугунные радиаторы, сборку секций которых осуществляют с помощью ниппелей. Кроме того, каждый радиатор снабжается двумя глухими пробками и двумя пробками с резьбовыми отверстиями диаметром 15 или 20 мм. Описание перечисленных соединительных деталей приведено в табл. 1.9.
Таблица 1.9
Размеры радиаторных пробок и ниппелей
| Соединительные части | Размеры, мм | ||||||||||
| Пробка глухая | Пробка проходная | Ниппель | S | h | h1 | ||||||
|



В отечественных системах жизнеобеспечения сооружений пластмассовые трубы и фасонные части в основном применялись для внутренней канализации и водостоков. Они производятся из полиэтилена высокой плотности (ПВП) и низкой плотности (ПНП), полипропилена (ПП) и непластифицированного поливинилхлорида (ПВХ).
За рубежом пластмассовый материал уже давно успешно используется также и в системах отопления и водоснабжения. Появившаяся в последнее время тенденция широкого внедрения различных пластмассовых трубопроводов высокого качества позволяет заключить, что наиболее перспективное направление в исполнении санитарно-технических систем связано именно с этими материалами.
Основными причинами пристального внимания к пластмассе стали ее свойства, а также те преимущества, которыми обладают эти трубопроводы по сравнению традиционными. Главным недостатком стальных конструкций является коррозия. Пластмассовые трубы и фасонные части в отличие от металлических имеют: высокую коррозионную стойкость; небольшую теплопроводность, что значительно снижает образование конденсата на поверхности труб систем водоснабжения; гладкую поверхность, благодаря чему увеличивается пропускная способность; являются хорошими диэлектриками, что исключает появление блуждающих токов в системах из таких труб; хорошо поддаются механической обработке (резанию, сверлению, формовке); легко свариваются. Расчетный срок службы таких трубопроводов составляет 50 лет с коэффициентом запаса, равным 2, что при правильных условиях эксплуатации (температура и внутреннее давление не превышают номинальных значений) обеспечивает нормальное функционирование санитарно-технической системы еще дополнительно на 50 лет.
Наряду с перечисленными преимуществами пластмассовые трубы обладают следующими недостатками: большой чувствительностью к механическим повреждениям; значительным тепловым удлинением (например, коэффициент линейного расширения твердого ПВХ в 7, а полиэтилена в 10-15 раз больше, чем у стали); хрупкостью при низких температурах (трубы из ПВХ), поэтому монтаж систем из этих труб следует выполнять при температуре наружного воздуха не ниже –15 оС.
Производством пластмассовых труб занимается ряд широко известных в Европе фирм, в том числе и большой международный концерн «Упонор», продающий свою продукцию в 60 государствах и имеющий заводы в 14 странах мира.
Главная продукция фирмы – пластмассовые трубопроводные системы. Для изготовления продукции используются в основном четыре вида пластмассы: полиэтилен низкой, средней и высокой плотности (ПЭНП, ПЭСП, ПЭВП); структурированный или сшитый полиэтилен (РЕХ); поливинилхлорид (ПВХ); полипропилен (ПП).
Продукция для внутридомовых систем включает в себя трубы и фитинги для горячего и холодного водоснабжения, канализации, дренажа, кабельных трубопроводов. Выпускается серия сепараторов и отстойников для систем отвода сточных вод от индивидуальных жилых домов, предприятий общественного питания, станций сервисного обслуживания автомобилей. Производятся различные системы напольного обогрева помещений и открытых пространств.
Основным преимуществом при использовании пластмассовых труб и фитингов является простота и легкость монтажа. Трудозатраты и время при монтаже снижаются в 5-10 раз по сравнению с металлическими, к тому же водопроводную трубу РЕХ можно заменить в случае необходимости на другую без какого-либо ущерба для квартиры, просто заправив ее в заранее проложенный гофрированный кожух. Пластмассовые трубы в 9-10 раз легче металлических, что приводит к существенному снижению транспортных расходов.
Полиэтиленовые трубы химически стойкие, нетоксичные. Вода, протекающая по ним, не обладает ни запахом, ни привкусом. Такие трубы противостоят воздействиям растворителей, кислот щелочей, жиров и нефтесодержащих продуктов. В связи с этим их широко применяют в газораспределительных сетях.
При прокладке пластмассовых труб необходимо тщательно подготовить ложе канала и не использовать для засыпки грунт, содержащий гравий и камни с острыми кромками; не рекомендуется укладывать трубы при температуре воздуха ниже –20 оС.
Для транспортировки горячей воды по наружным сетям водоснабжения и отопления специалистами фирмы «Упонор» разработаны системы пластмассовых трубопроводов «Экофлекс Аква» и «Экофлекс Термо» на основе РЕХ-труб с теплоизоляцией из вспененного полиэтилена высокой плотности. Система «Экофлекс Супра» содержит электрокабель для предотвращения замерзания в зимнее время или для подогрева воды в случае необходимости, что делает возможным подачу холодной воды в северных районах прямо по поверхности земли.
В 90-х годах был разработан новый класс полипропиленов, в частности, блок-сополимеров и рандом-сополимеров полипропилена, в том числе для труб и фитингов санитарно-технических систем зданий. Трубы из сополимеров полипропилена успешно конкурируют в последние годы со стальными и металлополимерными. Особенно перспективным термостойким материалом является рандом-сополимер полипропилена (РРRС). Сортамент выпускаемых из него труб с номинальным давлением 2 МПа представлен в табл. 1.10.
Таблица 1.10
Размеры полипропиленовых труб РРRС серии 6
| Условный диамерт, мм | Номинальный наружный диаметр, мм | Номинальная толщина стенки, мм | Масса 1 м, кг |
| 2,7 3,4 4,2 5,4 6,7 8,4 10,5 12,5 15,0 | 0,110 0,172 0,226 0,434 0,671 1,050 1,650 2,340 3,360 |
Гидравлические расчеты показали, что в первом приближении из условия эквивалентности диаметров по пропускной способности можно принять взамен оцинкованных стальных труб условным диаметром 15, 20 и 25 мм трубы из РРRС наружным диаметром 20, 25 и 32 мм.
Трубы из РРRС в комплекте с фитингами и деталями рекомендованы для монтажа внутренних систем холодного и горячего водоснабжения.
Для обеспечения эксплуатационной надежности систем горячего водоснабжения и расчетного срока службы трубопроводов из РРRС следует устанавливать поквартирные регуляторы, предотвращающие повышение давления больше рекомендуемых для той или иной температуры значений.
На российском рынке труб и деталей для санитарно-технических систем в широком разнообразии представлена продукция фирмы «Акватерм» (ФРГ). Главная продукция фирмы – пластмассовые трубопроводные системы «Фузиотерм», изготовленные из полипропилена типа 3. Этот материал отличается среди прочего особой высокотемпературной и экстракционной стабильностью. Физические и химические свойства рассчитаны на потребности питьевых и отопительных систем.
В фирме «Акватерм» выполняют соединение полипропилена типа 3 с алюминием при изготовлении труб «Штаби». Участок трубы «Штаби», представленный на рис. 1.8, и соответствующая ему табл. 1.11 монтажных характеристик позволяют сделать заключение о широкой возможности применения данных трубопроводов в системах отопления зданий. Кроме того, следует отметить, что такое комбинирование материалов значительно повышает стабильность и прочность труб при более тонких стенках, уменьшает температурные удлинения и устраняет газопроницаемость полипропилена. Это особенно важно при транспортировке горячих сред.
|
Рис. 1.8. Чертеж фрагмента комбинированной трубы «Штаби»:
1 – полипропилен; 2 – алюминиевая перфорированная вставка; dн,, dвн – наружный и внутренние диаметры
трубы; d – диаметр алюминиевой перфорированной
вставки; Sо – толщина трубы; S – расстояние от
внутренней поверхности трубы до алюминиевой вставки
Таблица 1.11
Размеры труб «Штаби» при их стандартной длине 4 м
и номинальном рабочем давлении 1 МПа
| Диаметр условного прохода, мм | d, мм | S, мм | dвн, мм | dн, мм | Sо, мм | Масса 1 м, кг |
| - | 2,2 2,8 3,5 4,5 5,6 6,9 8,7 10,4 12,5 | 11,6 14,4 18,0 23,0 28,8 36,2 45,6 54,2 65,0 | 17,4 21,6 26, 8 33,8 42,0 52,0 65,0 77,0 92,0 | 2, 7 3,6 4,4 5,4 6,6 7,9 9,7 11,4 13,5 | 0,145 0,192 0,297 0,456 0,679 1,044 1,576 2,197 3,230 |
Как отмечалось выше, к недостаткам пластмассовых трубопроводов относится большой коэффициент линейного расширения, поэтому при их прокладке следует устанавливать П-образные или петельные компенсаторы, схемы которых представлены на рис. 1.9.
|


Рис. 1.9. П-образный и петельный компенсаторы: НК - неподвижное крепление; ПК – подвижное крепление; DI – линейное расширение трубопровода; L – расстояние между двумя соседними неподвижными креплениями: LK – ширина компенсатора; LS – длина компенсации
Чтобы определить заготовительную длину труб для выполнения этих элементов, необходимо знать линейное расширение DI, возникающее из-за разности температур при монтаже и эксплуатации. Эту величину, в мм, можно найти по формуле
 , (1.3)
, (1.3)
где a - коэффициент температурного линейного расширения применяемого материала для системы отопления, мм/(м×оС), например, для труб PPR фирмы «Экопластик» он составляет 0,05 мм/(м×оС); L – расстояние между двумя соседними неподвижными креплениями, м; Dt – разница температур при монтаже и эксплуатации, оС.
Длину компенсации линейного изменения LS, в мм, можно вычислить по зависимости
 , (1.4)
, (1.4)
где k – коэффициент, характеризующий структуру материала, для труб PPR фирмы «Экопластик» k=30; D – наружный диаметр трубопровода, мм.
Ширина компенсатора LK, в мм, определяется по выражению
 (1.5)
(1.5)
Если полученная по формуле (1.5) величина меньше чем 10×D, то при проектировании компенсатора его ширину принимают равной 10×D.
В последнее время стали появляться отечественные производители пластмассовых труб, такие как НПО «Сройполимер» (г. Москва), ОАО «Магистральпласт» (г. Омск) и другие предприятия. Выпускаемая на территории РФ продукция по качеству уступает аналогам, которые предлагают фирмы, работающие на поставках из Европы. Однако низкая стоимость российских пластмассовых труб открывает перспективу их широкого применения для систем холодного водоснабжения. Следует отметить, что перечисленные предприятия могут наладить выпуск высококачественных изделий, которые составят существенную конкуренцию для других производителей.
Приведенные данные показывают многообразие представленной на российском рынке продукции этого вида. Поэтому для выполнения систем отопления с металлополимерными трубами рассмотрим монтажное проектирование с учетом услуг, оказываемых конкретной фирмой, например группой компаний Инпрост «Интерма».
Выпускаемые группой компаний Инпрост «Интерма» трубы Co.E.S. (Unipipe) и соединительные элементы Wavin разработаны для универсального применения в системах отопления и охлаждения, горячего и холодного водоснабжения.
Металлопластиковая (композитная) продукция данной фирмы выполняется на основе тонкостенных алюминиевых труб, покрытых снаружи и внутри оболочками из полиэтилена. Плотное соединение пластика и металла обеспечивается за счет клея, предварительно нанесенного на обе поверхности трубной заготовки.
Системы, смонтированные из труб Co.E.S. (Unipipe), могут выдерживать длительную температурную нагрузку в 95 оС и рабочее давление до 10 атм. Они имеют следующие основные преимущества: низкий коэффициент линейного удлинения (практически такой же, как у меди); высокую гибкость при отсутствии остаточной деформации после изгиба; коррозионную стойкость; химическую нейтральность; минимальную внутреннюю шероховатость; шумопоглощающую способность. Сроки и стоимость монтажа при использовании данных металлополимерных труб снижаются, так они имеют небольшую массу и при производстве сборочных работ используется простое оборудование, обеспечивающее быстрое и качественное соединение.
Сортамент предлагаемых фирмой «Интерма» металлопластиковых труб приведен в табл. 1.12.
Фитинги, предназначенные для трубной системы Co.E.S. (Unipipe), выполняются из полифенилсульфона (РРSU) и имеют обжимные кольца из нержавеющей стали, как показано на рис. 1.10, для осуществления соединений с трубными заготовками по пресс-резьбовой технологии. Описание наиболее часто применяемых соединительных элементов данного класса представлены в табл. 1.13.
Таблица 1.12