| Класс МПК
| МПК Е 02 D 5/28
|
| Название изобретения
| СПОСІБ ФОРМУВАННЯ НАКОНЕЧНИКІВ ГВИНТОВИХ ПАЛЬ
|
| Область техники, к которой относится изобретения
| Спосіб відноситься до області обробки металів тиском, зокрема до виробництва гвинтових паль і їх наконечників
|
| Характеристика аналогов
| Відомий спосіб виготовлення наконечників гвинтової палі, при якому наконечник виробляється за допомогою зварювального обладнання. Наконечник при цьому способі отримує змінний профіль в радіальному напрямі, що негативно позначається на якості зварного шва що кріпить гвинтову лопать до наконечника. Частково розв’язати цю проблему дозволяють литі наконечники паль. При цьому собівартість такої палі значно збільшується із-зі використання дорогого обладнання [1].
|
| Характеристика прототипа
| Найбільш близьким за технічною суттю до корисної моделі, що заявляється, являється спосіб, в якому відбувається зміна форми і габаритних розмірів деталі за допомогою ефективного локального нагріву відносно великих об’ємів металу в результаті дії сил тертя. При цьому механічна енергія, що підводиться до інструменту, перетворюється в теплову енергію безпосередньо в місці його контакту з деталлю. Патрон з інструментом (дорном) приводить в обертальний рух і включають осьову подачу. В результаті дорн конічною частиною стискається з поверхнею деталі. У місці контакту дорну з деталлю виникають сили тертя, і генерується теплова енергія, яка відводиться в тіло деталі і інструмент. Таким чином, в місці контакту дорну і деталі діє внутрішнє джерело теплової енергії, що забезпечує швидкий локальний нагрів металу до заданої температури. В результаті осьової подачі дорн у міру нагріву тіла деталі впроваджується в отвір деталі і змінює її геометричні розміри у діаметральному напрямі [2].
|
| Критика прототипа
| Недоліком цього способу є наступне: складна конструкція пристосувань для базування деталі; застосування одного робочого інструменту для конкретного типорозміру деталі, що істотно скорочує номенклатуру вироблюваних виробів; витрати часу технологічного процесу на зміну робочого інструменту для обробки деталі іншого типорозміру, що сприяє за собою значне зниження продуктивності цього процесу.
|
| Цель изобретения
| Завдання запропонованого способу є збільшення тримальної здатності гвинтової палі за рахунок підвищення якісних характеристик поверхні наконечника палі, підвищення продуктивності процесу виготовлення гвинтових паль.
|
| Сущность изобретения
| Поставлене завдання досягається тим, що процес формування наконечника палі виконують за рахунок пластичної деформації заготівки, яку локально нагрівають у місці контакту з робочим інструментом, за рахунок сили тертя, створеною осевою подачею і обертальним рухом заготівлі відносно робочого інструменту. Заготівля наконечника палі набуває форми внутрішньої порожнини робочого інструменту.
|
| Перечень графических изображений
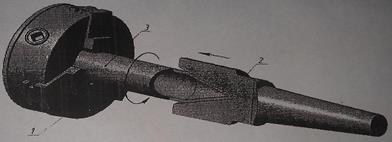
| Суть запропонованого способу пояснюється кресленнями, де на фіг. 1 – початкова стадія формування наконечника гвинтової палі; фіг.. 2 – проміжна стадія формування наконечника гвинтової палі; фіг. 3 – завершальна стадія формування наконечника гвинтової палі.
 Фіг. 1
Фіг. 1
 Фіг. 2
Фіг. 2
 Фіг. 3
Фіг. 3
|
| Примеры конкретного выполнения
| Спосіб формування наконечника гвинтової палі включає наступне обладнання: 1 – трикулачковий патрон; 2 – робочий інструмент, що формує наконечник гвинтової палі; 3 – заготівля для гвинтової палі.
Спосіб формування наконечників гвинтових паль здійснюється наступним способом.
Заготівля 3 для гвинтової палі (труба) встановлюється в трикулачковому патроні 1 на токарно-гвинторізному верстаті. Робочий інструмент 2, внутрішня порожнина якого має конічну поверхню, що повторює профіль наконечника гвинтової палі, закріплюється в пінолі задньої бабки токарно-гвинторізного верстата і підводиться до заготівлі 3. Патрон із заготівлею 3 приводять в обертальний рух, і включається осьова подача робочого інструменту 2. В результаті робочий інструмент конічною частиною стискається із зовнішньою поверхнею заготівлі. У місці контакту інструменту із заготівлею виникають сили тертя, і генерується теплова енергія, яка відводиться в тіло заготівлі і інструмент. Таким чином, в місці контакту інструмента і заготівки діє внутрішнє джерело теплової енергії, що забезпечує швидкий локальний нагрів металу до заданої температури. В результаті осьової подачі інструмент у мірі нагріву заготівки формує наконечник гвинтової палі, змінюючи Ії форму і геометричні розміри в радіальному і осьовому напрямах.
|
| Технико-экономическая эффективность
| Таким чином, запропонований засіб дозволяє ефективно використовувати технологічне обладнання і робочий інструмент, збільшити тримальні здатності гвинтової палі, підвищити продуктивність виготовлення гвинтової палі і понизити собівартість готового виробу.
|
| Формула изобретения
| ФОРМУЛА КОРИСНОЇ МОДЕЛІ
Спосіб формування наконечників гвинтових паль, при якому формують наконечник гвинтової палі і заготівку, яка відрізняється тим, що формують наконечник гвинтових паль за рахунок пластичної деформації заготівки, яку локально нагрівають до необхідної температури в місці контакту з робочим інструментом, за рахунок сили тертя, створеною осьовою подачею і обертальним рухом заготівки відносно робочого інструмента і змінюють форму і геометричні розміри заготівки в радіальному і осьовому напрямах.
|
| Реферат
| Реферат
|
| Название изобретения
| СПОСІБ ФОРМУВАННЯ НАКОНЕЧНИКІВ ГВИНТОВИХ ПАЛЬ
|
| Область, к которой относится изобретение
| Спосіб відноситься до області обробки металів тиском, зокрема до виробництва гвинтових паль і їх наконечників, які досить часто призводять до зниження здатної гвинтової палі, в цілому із-за неякісної поверхні наконечника гвинтової палі і як настідок неякісного звалювального шва.
|
| Краткое изложение сущности изобретения
| Запропонована корисна модель дозволяє ефективно використовувати технологічне обладнання і робочий інструмент, збільшити тримальні здібності гвинтової палі, підвищити продуктивність виготовлення гвинтової палі і понизити собі вартість готового виробу. Це досягається стандартним технологічним обладнання і конструкцію робочого інструменту, що забезпечує ефективний локальний нагрів відносно невеликих об’ємів металу заготівлі в результаті дії сил тертя.
|
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.