|
|
Dispozitive utilizate la prelucrarea prin strunjire
La prelucrările, executate pe strunguri, se utilizează două grupe de dispozitive:
— dispozitive folosite pentru prinderea şi fixarea sculelor;
— dispozitive folosite pentru prinderea şi fixarea pieselor.
Pentru prinderea şi fixarea cuţitelor se folosesc portcuţite cu placă sau cu două şuruburi de strângere.
În funcţie de forma şi dimensiunile piesei, ce se prelucrează, se folosesc următoarele sisteme de prindere şi fixare a pieselor:
· fixarea în consolă (numai în partea dinspre păpuşa fixă);
· prinderea în consolă şi vârf;
· prinderea între vârfuri.
Piesele scurte, la care lungimea (L) este mai mică decât trei diametre (D) ale piesei, L/D < 3 se fixează în platou universal cu trei fălci, care asigură o strângere concentrică, prin deplasarea simultană a fălcilor. Fălcile universalului, sunt reversibile, astfel încât permit strângerea pieselor din exterior sau din interior.
Pentru prinderea pieselor la care lungimea sa depăşeşte trei diametre L/D > 3 se utilizează, ca suport suplimentar, vârfuri de diferite construcţii (simple, rotative, cu degajare, inverse, cu bilă etc.). In unele cazuri piesa poate fi prinsă între două vârfuri, unul fixat în arborele principal al strungului, iar celălalt în pinola păpuşei mobile, în aceste cazuri mişcarea de rotaţie se transmite piesei prin intermediul flanşei de antrenare şi a inimii de antrenare.
Pentru fixarea pieselor cu diametrul mic se folosesc mandrine cu bucşe elastice.
La prelucrarea pieselor lungi la'care raportul L/D > 8, cu scopul de a evita încovoierea sub acţiunea forţelor de aşchiere, se folosesc dispozitive numite lunete, care pot fi mobile sau fixe.
5. Regimul de aşchiere
Procesul de aşchiere este caraterizat de o serie de mărimi ale căror ansamblu formează regimul de aşchiere.
Principalele elemente ale regimului de aşchiere sunt: viteza de aşchiere, adâncimea de aşchiere, avansul.
Viteza de aşchiere este numită viteza relativă a tăişului sculei faţă de piesă în
timpul executării mişcării principale de aşchiere. Ea se notează cu V şi se
exprimă în m/min.
În cazul strunjirii: viteza se determină conform relaţiei:
 (m/min), (5.1)
(m/min), (5.1)
unde: D - diametrul piesei ce se prelucrează;
n -numărul de turaţii ale piesei, rot/min.
Avansul S reprezintă valoarea deplasării tăişului pricipal la o turaţie a piesei şi are ca unitate de masă mm/tur.
Adâncimea de aşchiere t- reprezintă grosimea stratului de material, care se înlătură la o singură trecere a cuţitului. Ea se notează cu t şi se măsoară în mm.
Pentru strunjire;
 ,(mm), (5.2)
,(mm), (5.2)
unde: D - diametrul semifabricatului;
d - diametrul piesei.
6.Întocmirea procesului tehnologic şi executarea pieselor
Elementul de bază al procesului tehnologic îl constituie operaţia tehnologică, care este o parte a procesului tehnologic efectuată la un singur loc de muncă cu utilajele şi uneltele necesare.
În cazul prelucrării prin strunjire, o operaţie include acele prelucrări, executate cu aceleaşi scule, în timpul aceleaşi prinderi ale piesei în dispozitiv.
Exemplu: Pentru obţinerea piesei din (fig.4, a) se folosesc trei operaţii.


A) b)
Fig.4 Strunjirea suprafeţelor:
a) piesa finită, b) semifabricatul
Operaţia 1. (fig. 5 a,b) Strunjire, se prelucrează suprafeţele 1,2 şi 3.

A) b)
Fig. 5. Strunjirea suprafeţelor 1 (a), 2,3 (b)
Operaţia 2.(fig. 6 a, b) Strunjire, se prelucrează suprafeţele 4,5
Deşi se foloseşte aceeaşi sculă, ca la operaţia l, aceasta constituie o operaţie nouă deoarece s-a schimbat fixarea piesei.

A) b)
B)
Fig. 6. Strunjirea suprafeţelor 4,5
Operaţia 3. (fig. 7) Găurire, se prelucrează suprafaţa 6.
Este o operaţie nouă deoarece se schimbă scula.
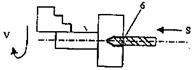
Fig. 7. Strunjirea suprafeţei 6
Operaţia, la rândul ei este compusă din una sau mai multe faze. Faza este o parte a operaţiei care se realizează:
- într-o singură aşezare şi poziţie a piesei de prelucrat;
- cu aceleaşi unelte de lucru;
- cu acelaşi regim tehnologic.
Exemplu: operaţia l cuprinde două faze: l - prelucrarea suprafeţelor frontale (strunjirea plană); 2- prelucrarea suprafeţelor 2 şi 3 (strunjire cilindrică), în mod similar, operaţia 2 cuprinde două faze, iar operaţia 3 - una singură.
- se repetă de mai multe ori;
- păstrează neschimbate scula şi regimul de lucru.
Pentru controlul dimensional se folosesc diferite scule şi dispozitive de măsură: rigle, şublere, calibre, şabloane, transportoare etc.
Secţia de Frezare
1) Regulile de securitate în secţie
1. Cerinţe generale
2. Cerinţele securităţii înainte de începerea lucrului
3. Cerinţele securităţii în timpul lucrului
4. Cerinţele securităţii în situaţie de avarie
5. Cerinţele la terminarea lucrului
Caracteristic secţiilor mecanice este interzicerea categorică de utilizare a mănuşilor sau lucrarea la aparate cu degetele pansate. Deasemenea trebuie mereu în timpul lucrului la maşina unealtă să ne aflăm pe suportul de lemn sau de cauciuc şi să nu purtăm încălţăminte uşoară.
Studenţii trebuie să facă la maşina unealtă numai lucrul care le-a fost încredinţat de maistrul respectiv şi nici intr-un caz să nu-i permite unei persoane neautorizate să lucreze la maşina respectivă.
În caz de orice neregularităţi(defectarea maşinii unealtă sau sculei, accident de lucru) studentul este obligat să-l anunţe pe maistru, şi în caz de necesitate să apeleze serviciilor de urgenţă 901, 903, 904.
După ce studenţii finisează lucrul, ei sunt obligaţi să faca curăţenie la locul la care au activat.
2) Părţile componente a maşinii unelte de frezat şi destinaţia lor.
Scopul lucrării: Studierea construcţiei şi schemei cinematice a maşinilor de frezat; frezelor şi a geometriei frezei cilindrice; proceselor de frezare; dispozitivelor utilitate; stabilirea regimului raţional de aşchiere. Formarea deprinderilor de ajustare a maşinilor unelte de frezat.
.
Construcţia maşinii unealtă de frezat:

Maşina de frezat orizontal
A - batiul maşinii cu cutia de viteze;
B - braţul suport;
C – masa maşinii;
D – legătura suplimentara a consolei cu braţul;
E – ghidajele transversale;
F – consola cu cutia de avansuri;
G - placa de baza.
Organe de dirijare
1) Mânerul de comutare a cutiei de viteze;
2) Mânerul de comutare a angrenajului intermediar;
3) Volanul pentru deplasarea longitudinală a mesei;
4) Mânerul pentru cuplarea avansului longitudinal;
5) Volanul pentru deplasarea transversală a mesei;
6) Mânerul pentru deplasarea verticala a consolei;
7) Volanul pentru comutarea cutiei de avans;
8) Mânerul pentru comutarea angrenajului cutiei de avans;
9) Mânerul da reversare a mişcărilor transversale şi verticale ale mesei.
3) Mişcările de bază la frezare
Mişcarea principala (de aşchiere) este rotaţia axului principal cu freza.
Mişcarea de avans este deplasarea longitudinală, transversală verticală a mesei cu semifabricatul.
Mişcările auxiliare -deplasarea accelerată a mesei în aceleaşi trei direcţii.
4) Scule şi dispozitive utilizate la frezat
Sculele se grupează în două categorii de bază, după cum muchiile tăietoare sunt expuse pe partea cilindrică sau frontală a suportului cilindric, având astfel freze cilindrice şi freze orizontale
Prelucrarea suprafeţelor plane orizontal se efectuează la maşinile de frezat orizontal cu freze cilindrice, iar la maşinile de frezat vertical cu freze frontale.
Frezarea suprafeţelor verticale se efectuează la maşinile de frezat orizontal cu ajutorul frezelor frontale , iar la maşinile de frezat vertical cu ajutorul frezelor de tip deget.
Frezarea suprafeţelor înclinate se efectuează cu ajutorul frezelor unghiulare la maşinile de frezat orizontal, la maşinile de frezat vertical prin rotirea axului principal sub un unghi.
Frezarea canalurilor se efectuează cu ajutorul frezelor profilate corespunzător: unghiulare, dreptunghiulare, în forma de T, în forma de coadă de rândunică, profilate în forma de canelat (pentru pene) la maşinile de frezat orizontal şi vertical.
Pentru frezarea suprafeţelor în trepte (combinate) la maşinile de frezat longitudional sau orizontal se practică utilizarea blocului de freze, care constitue un grupaj de mai multe freze cilindrice sau cilindro-frontale de diametre corespunzătoare.
Frezarea suprafeţelor fasonate se efectuează cu ajutorul frezelor cu profilul corespunzător.
Frezarea roţilor dinţate se efectuează cu ajutorul frezelor disc-modul la maşini de frezat vertical.
După destinaţie şi metoda de prelucrare a suprafeţelor sânt freze : cilindrice; frontale, disc, deget, profilate şi speciale.

După construcţia lor sânt freze cu dinţii dintr-o bucată cu corpul ei (freze monobloc) şi freze cu dinţii aplicaţi.
Elementele şi parametrii geometrici ai frezei cilindrice cu dinţi elicoidali .
1) suprafaţa de degajare, pe care alunecă aşchia;
2) spatele dintelui,care poate fi: rectilinic sau curbilinic;
3) suprafaţa de aşezare cu lăţimea b= 1-2 mm;
4) tăişul principal, care poate fi drept, înclinat sau elicoidal cu unghiul de înclinaţie ω;
5) faţeta f=0,5-0,1 mm (se lasă la reascuţire, pentru a determina precizia frezei după diametru).
Bibliografie:
· „Studiul şi tehnologia materialelor”, Mehedenţianu şi alţii
· Îndrumar nr. 1201 „Prelucrarea prin aşchiere”, UTM
· Îndrumar nr. 1289 „Prelucrarea la maşini - unelte de frezat”, UTM