|
|
Краткое описание конструкции и работы станка
Задача № 4
Универсальный круглошлифовальный станок модели ЗА10П
Универсальный круглошлифовальный станок модели ЗА10П предназначен для обработки деталей повышенной точности малого размера.
На станке можно выполнять следующие виды обработки:
1 Наружное шлифование в центрах цилиндрических и пологих конических поверхностей.
2 Наружное и внутреннее шлифование цилиндрических и конических поверхностей в патроне и цанге.
3 Шлифование торцов и буртиков.
4 Наружное и внутреннее шлифование в люнете.
Станок имеет ряд конструктивных особенностей:
1 Шпиндель шлифовального круга азотирован. Опоры подшипников имеют особую конструкцию, обеспечивающую высокую точность и стабильность работы.
2 Применяются два типа бабок изделия:
- поворотная, предназначенная для работы в патроне и цанге;
- неповоротная, предназначенная для работы в центрах.
3 Стол перемещается вручную или автоматически. Переход от ручной работы к автоматической осуществляется с помощью рукояток.
4 Возможность обработки партии деталей одного размера.
Станок может быть использован для индивидуального и мелкосерийного производства на заводах различной отраслей промышленности.
Техническая характеристика
| Характеристика | Значение |
| Габаритные размеры, мм Длина Ширина Высота | |
| Масса станка, кг | |
| Наибольший диаметр устанавливаемого изделия, мм | |
| Наибольшая длина устанавливаемого изделия, мм |

1 – лампа «Напряжение»; 2 – кнопка «Общий стоп»; 3 – кнопка «Пуск» изделия и стола; 4 – кнопка «Сиоп» изделия и стола; 5 – кнопка «Пуск» шлифовального круга и охлаждения; 6 – кнопка «Пуск» насоса смазки; 7 – кнопка «Стоп» генератора; 8 – кнопка «Пуск» генератора; 9 – маховик перемещения шлифовальной бабки; 10 – винт зажима лимба; 11, 12, 14 – рукоятка переключения скорости стола; 13 – маховик перемещения стола; 15 – рычаг реверса; 16, 18 – упоры стола; 17, 20 – винты зажимов упора стола; 19 – рукоятка зажима бабки изделия; 21 – рукоятка крана охлаждения; 22 – рукоятка перемещения пиноли задней бабки; 23 – рукоятка зажима задней бабки; 24 – фиксатор положения стола; 25 – винт тонкого перемещения стола; 26 – упор механизма подачи шлифовальной бабки; 27 – рукоятка толчковой подачи шлифовальной бабки; 28 – рукоятка регулирования скорости стола; 29 – рукоятка регулирования скорости изделия; 30 – выключатель местного освещения; 31 – автоматический выключатель.
Рис. 1 – Общий вид станка
Краткое описание конструкции и работы станка
Общее устройство
Узлы станка, кроме насосно-фильтрующей установки, преобразователей и электрошкафа, монтируются на станине. Насосно-фильтрующая установка монтируется сзади станка и состоит из насоса и магнитного сепаратора.
Преобразователи частоты также находятся за станком.
Электрошкаф стоит справа от станка на полу и соединен со станиной стяжкой. Лампа местного освещения крепится к электрошкафу.
На направляющие станины ставится стол, на котором слева монтируется одна из двух бабок изделия, а справа задняя бабка.
Внутри между направляющими станка монтируется механизм реверса.
За направляющими слева расположен контрпривод бабки изделия, а справа – шлифовальная бабка на универсальных салазках.
На передней стенке станины под направляющими монтируется механизм подачи и механизм ручного перемещения стола.
С торца между направляющими расположен редуктор привода стола.
Электородвигатели привода стола и бабки изделия монтируются на специальных платиках в нише станины сзади.
Там же устанавливается бак смазки.
Кинематика станка
Посредством ряда кинематических цепей в станке осуществляются следующие движения:
1 Вращение шпинделя шлифовальной бабки
2 Вращение шпинделя бабки изделия
3 Ручная поперечная подача
4 Толчковая поперечная подача
5 Ручное автоматическое перемещение стола
6 Ручной отвод пиноли задней бабки
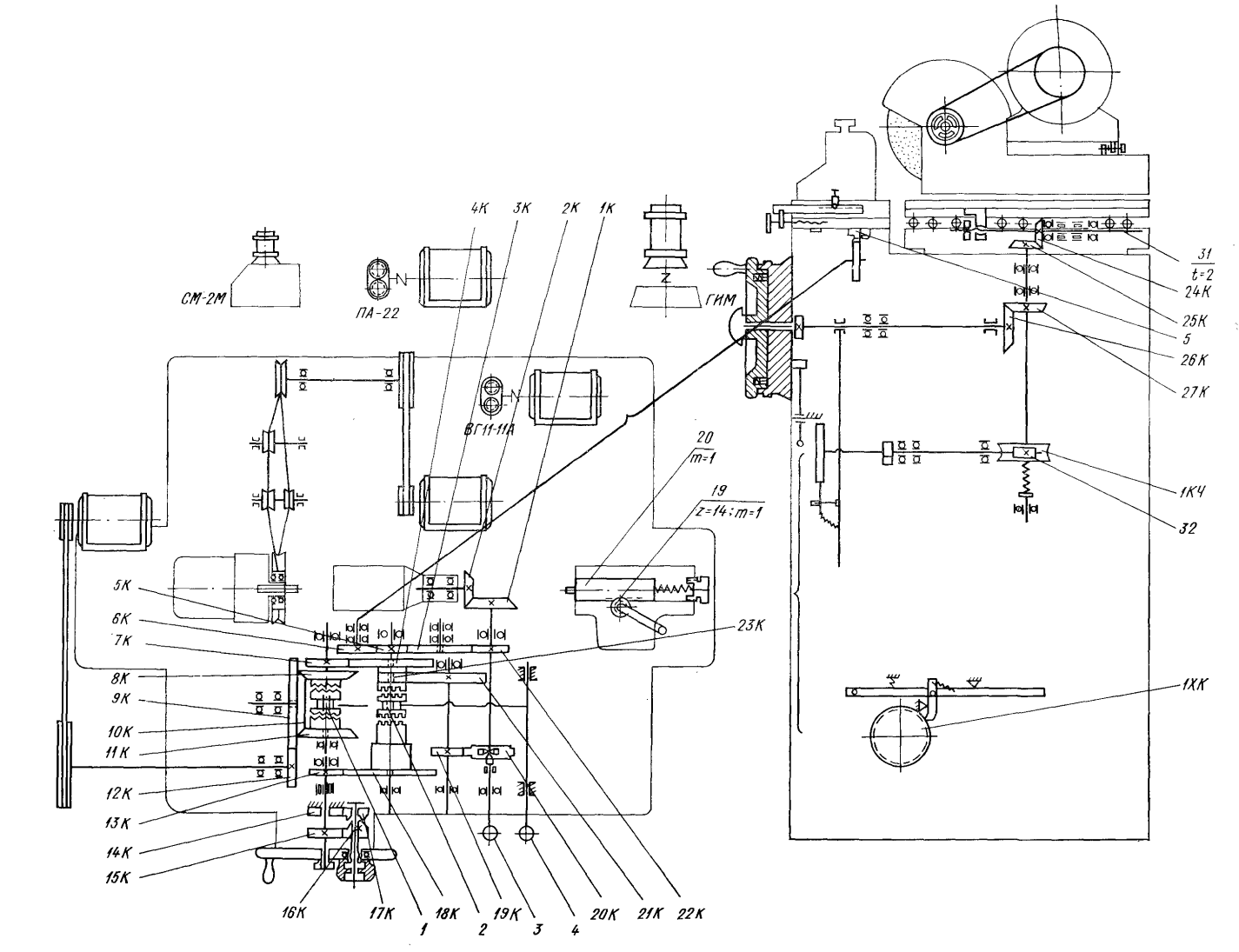
Рис. 2 – Кинематическая схема