|
|
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Производственный процесс – это совокупность взаимосвязанных приёмов и методов рационального сочетания живого труда со средствами производства, в результате которых создаются материальные блага.
Основные элементы производственного процесса – это труд, средства труда и предметы труда.
Совокупный производственный процесс изготовления продукции включает разнородные, частичные производственные процессы, каждый из которых охватывает часть (стадию или фазу), обособленную в технологическом отношении.
Все частичные процессы делятся на две группы:
- основные процессы – это процессы, в ходе которых изготавливается продукция, предназначенная к реализации;
- вспомогательные процессы – это процессы, в ходе которых изготавливается продукция или оказываются услуги, которые предназначены исключительно для потребления внутри предприятия для удовлетворения собственных нужд.
Производственный процесс состоит из операций и предполагает наличие рабочих мест. Операция является частью производственного процесса по обработке предмета труда на одном рабочем месте без переналадки оборудования одним рабочим (или бригадой рабочих) при помощи одних и тех же орудий труда.
Технологический процесс – это целесообразное изменение формы предметов труда, их размеров, состояния, структуры и места.
Все виды технологических процессов на предприятии могут осуществляться лишь в результате труда его работников. В связи с этим определяющим в производственном процессе выступает процесс труда (трудовой процесс), т.е. целесообразная деятельность, в результате которой человек с помощью средств труда видоизменяет предметы труда, превращая их в готовый продукт.
Организация производства – это комплекс мероприятий, направленных на рациональное сочетание процессов труда с вещественными элементами процесса производства (предметами и средствами труда) в пространстве и во времени с целью достижения поставленных задач в минимальные сроки при наилучшем использовании всех производственных ресурсов (трудовых, материальных и финансовых).
Производственные участки (цехи) машиностроительного предприятия организуются по двум основным формам специализации: технологической и предметной.
На участках (в цехах), организованных по принципу технологической специализации, выполняются технологические операции определённого вида и, независимо от того, какие изделия будут обрабатываться из общей номенклатуры продукции предприятия. По такому принципу могут создаваться литейные, кузнечные, механические, термические и другие участки (цехи). Здесь, как правило, выполняется одна стадия производства или заготовительная, или обрабатывающая, или сборочная.
На участках (в цехах), организованных по принципу предметной специализации, осуществляют не отдельные виды операций, а весь технологический процесс в целом, имеют место все три стадии производства, в итоге получают законченную продукцию для данного участка (цеха).
Основой рациональной организации производства на предприятии являются рациональная организация труда и нормирование труда.
Нормирование труда неразрывно связано с внедрением наиболее эффективной технологии производства, улучшением организации труда, разработкой и внедрением прогрессивных технически обоснованных норм затрат труда и повышением производительности труда рабочих (работников).
Норма затрат труда – это количество труда, которое необходимо затратить на качественное выполнение заданной работы в определённых организационно-технических условиях, т.е. при наиболее эффективном использовании всех средств производства в условиях рациональной организации труда на конкретном рабочем месте.
Затраты труда могут быть измерены либо рабочим временем (мин, ч), либо численностью рабочих (работников), либо количеством продукции (работ).
В зависимости от принятого измерителя нормы затрат труда подразделяются на нормы времени, нормы выработки, нормы обслуживания, нормы численности (расхода рабочий силы), нормы управляемости и нормированные производственные задания.
В данной курсовой работе предусматривается расчёт нормы времени.
Норма времени – это рабочее время (мин, ч), установленное для качественного изготовления единицы продукции одним или группой рабочих соответствующей профессии и квалификации в определённых организационно-технических условиях, т.е. при наиболее эффективном использовании всех средств производства в условиях рациональной организаций труда на конкретном рабочей месте.
Исходные данные для всех вариантов:
- деталь-представитель – корпус;
- заготовка-штамповка, сталь марки 40Х;
- режим работы участка – двухсменный;
- тип организации производства – среднесерийный (11…20);
- продолжительность рабочей смены – 8 часов.
Ведущая операция - радиально-сверлильная.
Таблица 2.1
Технологические операции, разряды работ и рабочих, связанных с движением поездов, обслуживанием и ремонтом подвижного состава и технических средств
| Операция | Модель станка | Приспособление | Режущий инструмент | Разряд работы | Профессия рабочего |
| Токарная | 1Г325 | Патрон | Сверло | 3; 4 | Токарь |
| Радиально-сверлильная | 2А53 | Кондуктор | Зенкер | 2; 3 | Сверловщик |
| Горизонтально-фрезерная | 6Р80 | Тиски | Дисковая фреза | 4; 5 | Фрезеровщик |
| Вертикально-фрезерная | 6Р13 | Тиски | Концевая фреза | 4; 5 | Фрезеровщик |
| Кругло-шлифовальная | 3Б151 | Отправка | Шлифовальный круг | 4; 5 | Шлифовщик |
Таблица 2.2
Тарифные коэффициенты для оплаты труда рабочих, связанных с движением поездов, обслуживанием и ремонтом подвижного состава и технических средств
| Тарифный разряд | ||||||||||
| Тарифный коэффициент | 1,20 | 1,62 | 1,92 | 1,18 | 2,40 | 2,56 | 2,82 | 3,07 | 3,36 | 3,68 |
Исходные данные согласно варианту № 12 приведены в таблицах 2.3, 2.4, 2.5, 2.6.
Таблица 2.3
Нормы времени на выполнение операций
| Операции | Норма времени, мин | ||||
| основного (to) | вспомогательного(tв) | обслуживание рабочего места и регламентированные перерывы (tоб+tпт+tпотл) | подготовительно-заключительного времени (Т пз) | ||
| дано на 1 деталь | дано на партию деталей | ||||
| Токарная | 1,70 | 0,85 | 0,26 | ||
| Радиально-сверлильная | 1,20 | 0,60 | 0,14 | ||
| Горизонтально-фрезерная | 1,50 | 0,75 | 0,18 | ||
| Кругло-шлифовальная | 2,20 | 1,10 | 0,32 | ||
| Вертикально-фрезерная | 1,60 | 0,80 | 0,19 | ||
| Коэффициент времени на переналадку оборудования (αпо)=0,07 | |||||
Таблица 2.4
Данные для расчёта размера партии деталей и численности производственных рабочих.
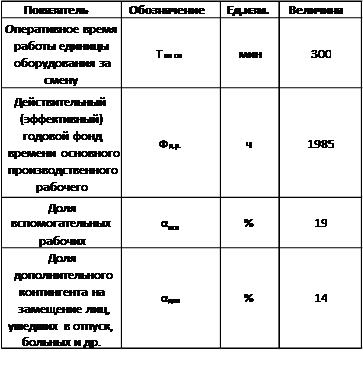
Таблица 2.5
Данные для расчёта заработной платы рабочих и других элементов текущих затрат.

Таблица 2.6
Нормативные коэффициенты от оперативного времени
