|
|
Тарельчатый толкатель
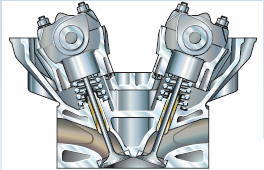 Зазор задается подбором толщины регулировочных шайб, см. фрагменты (А и В) рисунка 11. Шайбы устанавливаются в нишу, расположенную на толкателях сверху или снизу. На фрагменте (С) показана регулировка тепловых зазоров подбором чашки толкателя.
Зазор задается подбором толщины регулировочных шайб, см. фрагменты (А и В) рисунка 11. Шайбы устанавливаются в нишу, расположенную на толкателях сверху или снизу. На фрагменте (С) показана регулировка тепловых зазоров подбором чашки толкателя.
Особенности механического тарельчатого толкателя: основной корпус из стали, непосредственный привод клапана, механическая регулировка зазора клапанов.

Рис. 11 - Примеры регулировки тепловых зазоров ГРМ
с тарельчатыми толкателями
А - механический тарельчатый толкатель с расположенным сверху регулировочным диском; В - механический тарельчатый толкатель с расположенным снизу регулировочным диском; С - механический тарельчатый толкатель со ступенчатой толщиной днища; 1 - паз для выемки; 2 - регулировочный диск; 3, 5, 7 - корпус тарелки; 4 - наружная поверхность тарелки; 6 – регулировочный диск.
| Компоненты с механической регулировкой клапанного зазора | |

| Механический чашечный толкатель с верхней регулировочной шайбой - свободно укладываются в толкатель - поставляются различной толщины - материал и термообработка на выбор Клапанный зазор регулируется за счёт подбора толщины регулировочной шайбы. |

| Механический чашечный толкатель с нижней регулировочной шайбой - определённый базовый зазор между опорной окружностью кулачка распредвала и наружной поверхностью толкателя - за счёт толщины регулировочной шайбы - очень малая масса толкателя > снижается усилие возвратной пружины клапана, а вместе с ней и потери на трение - большая поверхность контакта с кулачком. |
| Механический чашечный толкатель со ступенчатым днищем Регулировочные шайбы: - клапанный зазор регулируется за счёт толщины днища толкателя - минимальная масса толкателя - усилие пружин клапана и вместе с ним потери на трение меньше - большая поверхность контакта с кулачком. |
Раньше при первичной установке клапанного привода и затем через определенные интервалы необходимо было механически регулировать зазор клапанов при помощи регулировочных винтов или регулировочных шайб.
Сегодня получила распространение автоматическая гидравлическая регулировка клапанного зазора. Это означоет меньшее количество вариантов перекрытия кривых подъема во время всех рабочих циклов на протяжении всего срока службы двигателя и благодаря этому постоянно низкий выброс отработавших газов.
От идеи француза Амедея Балле (патент 1911) до внедрения в серийное производство прошли годы - это произошло в начале 30-х годов - и, что интересно, не в стране изобретателя, а в Pierce Arrow, США, «В стране неограниченных возможностей», как говорит Вальтер Шпайль. Уже в конце 50-х годов там уже 80% всех двигателей легковых автомобилей оснащались механизмом гидравлического регулирования клапанного зазора. В Европе в то время проектировали по экономическим соображениям малолитражные высокооборотные двигатели. Поэтому серийное производство началось здесь еще на 20лет позже.