|
|
Кинематическая схема главного привода широкоуниверсального инструментального фрезерного станка
Аннотация
В данном курсовом проекте был спроектирован привод главного движения широкоуниверсального инструментального станка с ЧПУ
За станок-прототип был взят широкоуниверсальный фрезерный инструментальный станок с ЧПУ модели 67К25ПФ2. В курсовом проекте проведен кинематический расчет привода главного движения, приведена кинематическая схема станка и уравнения баланса.
По заданию был проведен проектный расчет зубчатых передач и валов, проведен проверочный расчет наиболее нагруженного вала, расчет шпинделя на жесткость.
Описаны принципы работы механизма переключения диапазонов частот, механизма зажима инструмента и схема смазывания шпиндельных опор, а также приведены требования к шпиндельной бабке широкоуниверсального инструментального фрезерного станка с ЧПУ.
По приводам главного движения данной группы станков был проведен патентно – информационный поиск. Рассмотрена охрана труда машиностроительного предприятия и правила эксплуатации фрезерных станков.
Объем курсового проекта составляет:
Пояснительная записка - страниц
Графическая часть – 4 листа (1 лист А0 и 3 листа А1)
При разработке курсового проекта было использовано 14 источников.
Введение
Типаж металлорежущих станков, темпы развития станкостроения, уровень качества выпускаемого оборудования, удельный вес автоматизированного оборудования, в том числе с программным управлением, мобильность станочного парка для изготовления разнообразных изделий, высокая эффективность при эксплуатации станков – все это во многом определяет промышленный потенциал страны и характеризует уровень развития ее машиностроения.
Станки занимают особое место среди машин остальных отраслей, так как они предназначены для изготовления деталей других машин, т.е. для производства средства производства.
Современные металлорежущие станки – это высокоразвитые машины, включающие большое число механизмов и использующие механические, электронные, гидравлические, пневматические и другие методы осуществления движений и управления циклом. На станках обрабатывают всевозможные детали – от мельчайших элементов часов до деталей, размеры которых достигают многих метров, - турбин, прокатных станков.
Высокую производительность процесса обработки современные станки обеспечивают за счет быстроходности, мощности и широкой автоматизации. Существуют автоматические линии, участки и цеха, состоящие из десятков сложных станков и включающие контрольные и сборочные операции.
Широкое распространение получили станки с программным управлением, в том числе и многоцелевые, обеспечивающие высокую мобильность производства, точность и производительность обработки, а также повышенное качество и точность получаемых изделий.
С учетом долгосрочных тенденций развития станкостроения определены основные направления развития конструкций металлорежущих станков:
1) повышение производительности путем интенсификации режимов обработки и сокращения вспомогательного времени,
2) повышение точности обработки путем расширения номенклатуры прецизионных станков, а также создание новых конструкций, отвечающих требованию отраслей машиностроения, в том числе оснащенных средствами активного контроля,
3) повышения уровня механизации и автоматизации металлорежущих станков за счет существенного расширения номенклатуры станков-автоматов и полуавтоматов и сокращения номенклатуры станков с ручным управлением,
4) расширение номенклатуры станков с цикловым и числовым программным управлением, создание конструкций станков с ЧПУ на базе широкой унификации и агрегатирования, в том числе и многоцелевых станков с автоматической сменой инструмента, создание универсальных станков, оснащенным устройствами ЧПУ, позволяющими осуществлять ручной ввод программ, их корректирование на станке и повторное воспроизведение,
5) создание станков с ЧПУ с возможностью оснащения их промышленными манипуляторами, а также пригодных для настройки в автоматизированные участки,
6) расширение технологических возможностей металлорежущих станков за счет комплектации их необходимой номенклатурой принадлежностей и приспособлений,
7) повышение надежности и долговечности станков за счет совершенствования их конструкций и технологии изготовления, а также широкого применения современных комплектующих изделий и материалов,
8) создание новых специализированных станков, отвечающих требованиям массового и крупносерийного производства.
9) проектирование станков с учетом повышения технологических возможностей металлорежущего инструмента с применением минералокерамики, твердых сплавов с износостойкими покрытиям, абразивных инструментов из синтетического алмаза, эльбора и др.
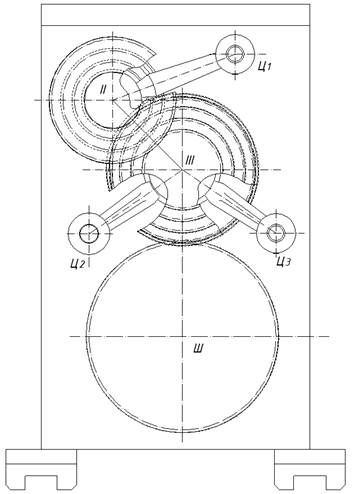
Кинематическая схема главного привода широкоуниверсального инструментального фрезерного станка
Привод главного движения широкоуниверсального фрезерного инструментального станка состоит из регулируемого электродвигателя М (N=7,5 кВт, nн=1000 об/мин, nмах=5000 об/мин), четырехступенчатой коробки скоростей и шпиндельного узла.
От вала I электродвигателя М движение передается на ременную передачу с диаметрами шкивов  ,
,  . От ременной передачи движение передается на вал II коробки скоростей. От вала II движение передается на вал III через цилиндрическую прямозубую передачу
. От ременной передачи движение передается на вал II коробки скоростей. От вала II движение передается на вал III через цилиндрическую прямозубую передачу  и цилиндрические косозубые передачи
и цилиндрические косозубые передачи  в зависимости от положения включения блока зубчатых полумуфт М1 и блока, состоящего из зубчатой полумуфты М2, жестко соединенной с подвижным колесом
в зависимости от положения включения блока зубчатых полумуфт М1 и блока, состоящего из зубчатой полумуфты М2, жестко соединенной с подвижным колесом  . Причем, если блок зубчатых полумуфт М1 введен в зацепление, то блок, состоящий из зубчатой полумуфты М2 и зубчатого колеса
. Причем, если блок зубчатых полумуфт М1 введен в зацепление, то блок, состоящий из зубчатой полумуфты М2 и зубчатого колеса  , находится в нейтральном положении, и наоборот.
, находится в нейтральном положении, и наоборот.

|
Далее от вала III движение передается либо через цилиндрическую прямозубую зубчатую передачу  на горизонтальный шпиндель, либо через зубчатую полумуфты М3 на вал V и коническую прямозубую зубчатую передачу
на горизонтальный шпиндель, либо через зубчатую полумуфты М3 на вал V и коническую прямозубую зубчатую передачу  , и далее на вертикальный шпиндель в зависимости от положения включения блока, состоящий из зубчатой полумуфты М3 и зубчатого колеса
, и далее на вертикальный шпиндель в зависимости от положения включения блока, состоящий из зубчатой полумуфты М3 и зубчатого колеса  .
.
|
График частот
1.1.1 Расчёт диапазона регулирования частоты вращения шпинделя
Диапазон регулирования определяется по формуле:

1.1.2 Расчёт диапазона регулирования частот вращения электродвигателя при постоянной мощности
Диапазон регулирования электродвигателя при постоянной мощности определяется по формуле:

1.1.3 Определение частоты вращения шпинделя
Расчётная частота вращения шпинделя определяется из выражения:
 ;
; 
Принимаем расчётную частоту 160 
1.1.4 Определение диапазона регулирования частоты вращения шпинделя при постоянной мощности
Диапазон регулирования частоты вращения шпинделя при постоянной мощности определяется по формуле:

1.1.5 Расчёт диапазона регулирования частоты вращения коробки скоростей
Диапазон регулирования коробки скоростей определяется по формуле:

1.1.6 Определение знаменателя геометрического ряда частот вращения коробки скоростей
Знаменатель геометрического ряда коробки скоростей определяется по формуле:
 ;
; 
Принимаем стандартное значение 
1.1.7 Определение фактического диапазона регулирования частоты вращение шпинделя при постоянной мощности
Фактический диапазон регулирования частоты вращения шпинделя при постоянной мощности равен:

1.1.8 Определение фактической и расчётной частоты вращения шпинделя
Фактическая и расчётная частота вращение шпинделя равна:

Расчетная частота остается равной 
1.1.9 Определение диапазона регулирования частот вращения шпинделя при постоянном моменте
Диапазон регулирования при постоянном моменте равен:

1.1.10 Определение минимальной частоты вращения электродвигателя
Минимальная частота вращения электродвигателя равна:

Принимаем стандартное значение 
1.1.11 Определение фактического диапазона регулирования частоты вращения при постоянном моменте
Фактический диапазон регулирования частоты вращения шпинделя при постоянном моменте равен:

1.1.12 Определение фактического диапазона регулирования частоты вращения шпинделя
Фактический диапазон регулирования определяется из выражения:

где  фактический диапазон регулирования частоты вращения шпинделя при постоянном моменте и мощности;
фактический диапазон регулирования частоты вращения шпинделя при постоянном моменте и мощности; 

1.1.13 Определение фактической минимальной частоты вращения шпинделя
Фактическая частота вращения равна:

Принимаем стандартное значение 
1.1.14 Определение числа делений изображающих частоты вращения электродвигателя и шпинделя




1.1.15 Оптимизация структурной формулы
Структурная формула имеет вид:



 число делений, которые изображает знаменатель
число делений, которые изображает знаменатель  :
:


Проводятся линии, изображающие валы, которых должно быть на 1 больше, чем групповых и постоянных передач

Показатель диапазона регулирования групповой передачи К рассчитывается по формуле:

где  – характеристика групповой передачи, определяющая последовательность переключения групповых uпередач,
– характеристика групповой передачи, определяющая последовательность переключения групповых uпередач,  ;
;  – общее число ступеней,
– общее число ступеней, 

Показатель диапазона регулирования групповой передачи ограничивается условием  , а передаточные отношения должны быть в пределах
, а передаточные отношения должны быть в пределах
 , поэтому при
, поэтому при  допускаются значения
допускаются значения  , а делений, перекрываемых лучами на графике частот для повышающих и понижающих передач соответственно
, а делений, перекрываемых лучами на графике частот для повышающих и понижающих передач соответственно  и
и  . Фактически при
. Фактически при  значения
значения  и
и  могут приниматься
могут приниматься
|
| |||||||
|
|
При принимается вариант  ,
,  , тогда выражение разбивки числа
, тогда выражение разбивки числа  на число делений для постоянных передач
на число делений для постоянных передач  и
и  и групповой передачи
и групповой передачи 
 имеет вид:
имеет вид:


|
