|
|
Технолог.процессы и оборуд.в пр-ве стекл. блоков.
Стеклянные блоки получают путем свариванию двух заготовок. Заготовки назыв.полублоками. Внутри блока образуется вакуумированная полость,именно она определяет специфич.св-ва стеклянных блоков. Наружная поверхность может быть гладкой или рельефной. На внутр.поверхности полублоков выпресовывают линзы,ребра или призмы. Делают для того,чтобы свет через стеклянные блоки рассеивался.
Стекл.блоки бываю разл.формы. Они могут быть квадратными,прямоугольными,угловыми и радиальными. По техн.показ-лям: светорассеивающие, светонаправляющие, теплопоглощаеющие, не рассеивающие свет, декоративные. По конструкции: однокамерные и многокамерные. Стекл.блоки выпускают разл.размеров. Наиболее распространены квадр.блоки размером 194*194, 244*244, 298*298. Толщина блока может быть 60 или 98мм. Механич.св-ва очень высокие,т.к. стекл.блоки явл.толстостенными. Они предназн.для заполнения стекл.проемов,их применяют в вертик.ограждениях, а также для создания светопрозрачных перекрытий. Стекл.блоки обладают хорошим светопропусканием. Они рассеивают примерно 50% проходящего через них света. Светопропускание сост.40-75%. Такие изделия можно использ.для создания мягкого равномерного освещения. Стекл.блоки применяют для остекления помещений с повышенной влажностью.
Физико-механ.св-ва: 1)коэф-т теплопроводности 0.42 Вт/м*к 2)тепловое сопротивление 0.25кв.м*к/Вт.3) термостойкость 40-50 С 4) прочность на сжатие по лицевой поверхности примерно 2000 кН/м2.5) огнестойкий материал.
Стеклянные блоки выпускают на поточно-конвейерных машинах.
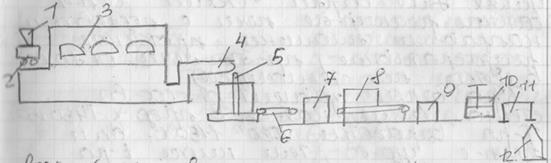
1-бункер шихты, 2- загрузчик шихты, 3-стекловарная печь, 4-питатель(фидер), 5-стеклоформующий аппарат(автоматич.пресс), 6-конвейер пластинчатый, 7-установка для сварки блоков,8-печь отжига, 9- установка для контроля качества отжига стекл.блоков, 10-конвейер люлечный, 11-сортировка и упоковка, 12-склад готовой прод.
Объем пр-ва линий доходит 3-5млн.изделий в год. В РБ выпускают стекл.блоки в Гродно. Технологич.процесс пр-ва стекл.блоков полностью автоматизир. Этот процесс закл.в прессовании 2-х половин стекл.блоков,их свариванием и отжига в конвейерной печи.
Для пр-ва стекл.блоков использ.след.типовой состав стекла,масс.%: оксид Si-745%, оксид Al-0.82%, оксид Ca- 5.34%, оксид Mg-3.34%, оксид Na-15.42%, оксид Fe – 0.1%(примеси).
Для лучшего осветления использ.оксид мышьяка-до 0.15%, силена и кобальта-0.01% и 0.002%, сульфат Na – 2%.
Стекл.блоки могут быть окрашенные и неокрашенные. Окр-е может выполняться разными способами,напр.:1)введение красителя в стекломассу, краситель может вводиться вместе с шихтой или через канал питателя.2) нанесение на внутр.пов-ть стекл.блоков оксидно-метал.пленки(после формования). 3)выполнение внутр.перегородки из цветного стекла.
Удельный объем стекломассы 1200-1500 кг/кв.м варочной части печи. Глубина бассейна 0.7-1.2м, выработочной части 0.6м.
Использ.проточные печи,варка идет при t=1450 С, в выраб.части t=1200-1250 C. Формуют изделия при t=1050-1150 C, t формования определяется стекла и размером формуемогоизделия. Подачу стекломассы осущ.с пом. питателя(фидера).